Манипулирование электродом
В процессе сварки электрод постоянно находится в движении. Сварщик сообщает ему следующие движения (рис. 6.14):
1 – поступательное по оси электрода в сторону сварочной ванны (вследствие расплавления электрода), при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
2 – перемещение вдоль линии свариваемого шва; скорость этого движения (скорость сварки) устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
3 – перемещение электрода поперек шва для получения так называемого уширенного валика – шва шире, чем ниточный сварной валик, получаемый при прямолинейном движении. Этими движениями за один проход получают шов шириной до четырех диаметров электрода.
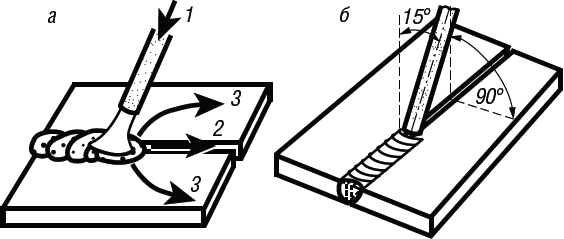
Рис. 6.14.
а – направления движения; б – угол наклона в горизонтальной и вертикальной плоскости
Манипулирование электродом позволяет управлять жидким шлаком и металлом шва, что необходимо для получения качественного сварного соединения, а также для формирования валика определенной формы и ширины. Движения следует выполнять плавно, без резких колебаний. При поперечных колебаниях электрода необходимо выбрать такую ширину валика, чтобы сварочная ванна была в жидком состоянии по всей своей ширине. Причем если ток мал, то металл не прогреется должным образом и сварочная ванна будет «бегать» за электродом. Если тока много, то основной металл будет слишком горячим, дуга будет прожигать металл, отталкивая его назад. Когда ток нормальный, ванна растекается по поверхности, ее внешние края тонкие. И вот тогда-то движением электрода можно расширять и передвигать ванну.
Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя. При этом положение электрода может быть углом вперед, углом назад и под прямым углом, о чем говорилось выше.
Кроме движений вдоль и вглубь шва, перемещать электрод приходится чаще всего и поперек шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида этих поперечных колебаний, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 6.15). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, а форма проплавления зависит от траектории поперечных колебаний конца электрода, т. е. от условий ввода теплоты дуги в основной металл.
Зигзагообразные прямые движения по ломаной линии, или «лесенку» (рис. 6.15, а, к), чаще всего применяют в нижнем, вертикальном и потолочном положениях для получения наплавочных валиков при сварке встык без скоса кромок. Чтобы не произошло прогара, смотрите на верхний край сварочной ванны каждый раз, когда меняете направление.
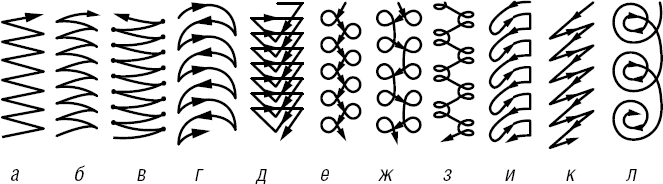
Рис. 6.15.
Движения дугой вперед (рис. 6.15, б) применяют в вертикальном и потолочном положениях для стыковых швов со скосом кромок, а также для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметром до 4 мм.
Такие же движения, но дугой назад используются для сварки в нижнем положении, а также для вертикальных и потолочных швов с выпуклой наружной поверхностью. При необходимости усилить прогрев свариваемых кромок на краях зигзагов электрод слегка придерживают (рис. 6.15, в).
Движения треугольником (рис. 6.15, д) применяют для угловых швов с катетом более 6 мм и стыковых швов со скосом кромок в любом пространственном положении. Дает хороший провар корня шва. Для сварки толстостенных конструкций с гарантированным проплавлением корневого участка в корне шва электрод задерживают.
Петлеобразные и круговые движения (рис. 6.15, е – и, л) используют для усиленного прогревания кромок шва, особенно при сварке высоколегированных сталей. Электрод задерживают на краях, чтобы не было прожога в центре шва или вытекания металла при сварке вертикальных швов. Во время круговых движений при поперечном перемещении электрода смотрите поверх «мостика» – границы ванны и шлака, потом на другую сторону и распределяйте ванну по кругу.
Нужно понимать, что расплавленная ванна следует за теплом. Когда вы передвигаете электрод вдоль линии сварки, присадочный металл электрода движется позади. Если металла вокруг недостаточно, вы оставляете подрезы. Подрез – это канавка на краю шва ниже уровня металла (см. рис. 6.8, в). Чтобы избежать этого, надо контролировать границы ванны, утончая ее на поверхности.
Манипулировать ванной позволяет сила сварочной дуги. Когда электрод стоит вертикально, дуга давит на ванну вниз. Это приводит к глубокому проплавлению основного металла и равномерно распространяет ванну вокруг кратера. Наклоняя электрод, мы отталкиваем ванну, а шов начнет подниматься – всплывать (рис. 6.16, а). Чем ближе к перпендикуляру по отношению к поверхности металла расположен электрод, тем менее выпуклым будет шов. Чем больше мы его наклоняем, тем шов выпуклее (рис. 6.16, б).
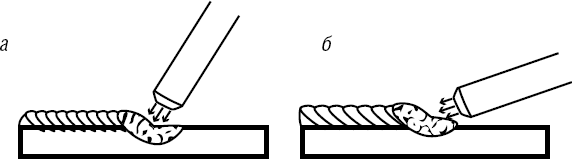
Рис. 6.16.
а – глубокое проплавление металла; б – «всплывание шва»
Но здесь следует быть осторожным – если наклон слишком велик, дуга будет давить в направлении шва, делая ванну трудноуправляемой. Поэтому используют разные углы наклона электрода.
Ширина валика от минимального до среднего диапазона (1–2 диаметра электрода) может быть получена без колебательных движений, за счет скорости продвижения электрода, длины дуги и силы сварочного тока. Ширина валика более двух диаметров электрода обеспечивается манипулированием электрода. Среднее значение ширины (два диаметра электрода) позволяет вести сварку в обоих случаях.
При сварке углеродистых сталей используется весь рекомендуемый диапазон ширины.
Ручную дуговую сварку (наплавку) покрытыми электродами со стержнями из сталей аустенитного класса следует выполнять узкими валиками шириной не более трех диаметров применяемых электродов.