Техника сварки и наплавки на вертикальной и потолочной плоскостях
Сварка швов в положениях, отличающихся от нижнего, требует повышенной квалификации сварщика в связи с возможным вытеканием расплавленного металла из сварочной ванны под действием сил тяжести или падением капель электродного металла мимо сварочной ванны. Здесь сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Расплавленный металл в сварочной ванне удерживается от вытекания в основном силой поверхностного натяжения. Поэтому необходимо уменьшать ее размер, для чего применяют пониженную на 10–20 % силу тока, а конец электрода периодически отводят в сторону от ванны, давая возможность ей частично закристаллизоваться.
Ширину валиков также уменьшают до 2–3 диаметров электрода. Для вертикальных и горизонтальных швов диаметр электрода составляет не более 5 мм, для потолочных – не более 4 мм.
Сварку вертикальных швов можно выполнять на подъем (снизу вверх) или на спуск (сверху вниз).
Сварка на подъем (рис. 6.21, а) – наиболее удобный и производительный способ, поскольку нижележащий закристаллизовавшийся металл шва помогает удержать расплавленный металл сварочной ванны. Облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу.
Дугу возбуждают в нижней точке шва. Сваркой подготавливают горизонтальную площадку сечением, равным сечению шва. При этом электрод совершает поперечные колебания: зигзагом, полумесяцем, елочкой. Наклоном электрода добивайтесь, чтобы давление дуги удерживало ванну. Двигаться надо довольно быстро. Как только ванна начинает течь с одного края, переходите на другую сторону и вверх. Если свариваемый металл будет слишком горячим, вы рискуете его прожечь или ванна может выпасть. Подбирайте ток и скорость движения такими, чтобы вы могли удерживать ванну. Не останавливайтесь и не перегревайте основной металл – это главная причина выпадения ванны. Смотрите при этом на шов под электродом.
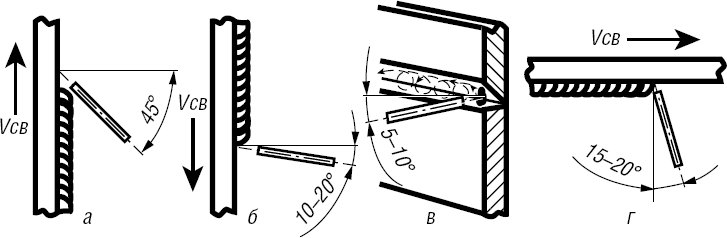
Рис. 6.21.
а – вертикальных снизу вверх; б – вертикальных сверху вниз; в – горизонтальных; г – потолочных
Для сварки углового вертикального шва вначале наплавляют полочку на свариваемые кромки, а затем небольшими порциями наплавляют металл, манипулируя электродом все выше, и оставляя внизу готовый сварной шов. При проходе елочкой электрод вначале поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают влево и снова опускают вниз, оставляя новую порцию металла.
Наибольший провар достигается при положении электрода, перпендикулярном вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз.
Минусом данного способа является внешний вид шва – грубочешуйчатый.
Способ сверху вниз (рис. 6.21, б) рекомендуется в основном для сварки тонких (до 5 мм) листов с разделкой кромок. Используются электроды с целлюлозным покрытием (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3). Дугу возбуждают в верхней точке шва. После образования капли жидкого металла электрод наклоняют так, чтобы дуга была направлена на нее.
При сварке на спуск получить качественный провар трудно: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны. Поэтому держите кончик электрода приподнятым, чтобы давление дуги толкало ванну вверх. Работайте круговыми движениями, удерживая зазор и расширяя ванну в стороны.
Надо все время держаться впереди ванны. Если ванна будет падать, пытайтесь двигаться быстрее и ставьте немного больший ток сварки.
Сварка горизонтальных стыковых швов (рис. 6.21, в) еще более затруднена из-за стекания расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла большой толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне.
Обычно горизонтали варят слева направо, чтобы ванна была лучше видна. В перпендикулярной плоскости электрод следует держать немного назад на шов. Дугу возбуждают на нижней горизонтальной кромке, затем переводят электрод на верхнюю. Шов проваривают, совершая спиральные движения. Поддерживая постоянную длину дуги, постепенно продвигайте ванну. Но каждый раз, когда электрод опускается, расплавленный металл ванны следует за ним. Чтобы ванна не падала, толкайте ее вверх, приподнимая конец электрода. Но, если держать его слишком наклоненным, давление дуги вытолкнет ванну и получится наплыв. Если ванна все равно уходит вниз, попробуйте двигаться быстрее, остужая металл.
Шлак будет опускаться к низу ванны, поэтому смотрите преимущественно на верхнюю часть ванны. Но и вниз поглядывать следует, чтобы избежать наплывов.
Когда учитесь варить горизонтали, старайтесь не наплавлять слишком много металла, делайте шов небольшим. Если нужен более широкий шов, сделайте второй проход над первым.
Сварка горизонтальных угловых швов в нахлесточных соединениях несложна, так как по технике не отличается от сварки в нижнем положении.
При наплавке на вертикальной плоскости каждый выполненный валик является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика.
Наплавка ведется снизу вверх. Последний валик рекомендуется варить на сварочном токе ниже на 10–20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Сварка в потолочном положении (рис. 6.21, г) наиболее сложна и ее по возможности следует избегать. К тому же при сварке этих швов ухудшены условия выделения из расплавленного металла сварочной ванны шлаков и газов. Газы, выделяемые покрытием электрода, тоже поднимаются вверх и могут остаться в шве, поэтому используют только хорошо просушенные электроды.
При сварке потолочных и горизонтальных швов жидкий металл стремится вытечь из ванны. Поэтому сварку ведут короткой дугой, удерживая постоянную скорость движения. Узкие валики накладывают в потолочную разделку тремя способами.
1. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл частично кристаллизуется, что уменьшает объем ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. Для этого электрод располагают под углом к плоскости 90–130°, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5–10 мм от потолочной плоскости и тут же возвращают, перекрывая закристаллизовавшуюся порцию металла расплавленным примерно на 1/2 – 1/3 ее длины.
2. Электрод располагают под тем же углом и, совершая поперечные движения электродом в виде полумесяца, беспрерывно заходят электродом на закристаллизовавшуюся часть металла.
3. Угол наклона электрода по направлению сварки 80–90°. Шлак, стекая вниз, под сварной шов, не мешает вести сварку под прямым углом или углом вперед, что позволяет в потолочном положении выполнять нормальные и вогнутые валики в разделке. Концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся часть металла, постоянно удлиняя валик шва.
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже на 15–20 % (или равный), чем при горизонтальной. В основном применяется электрод ? 3–4 мм. Ширина валика и его полнота должны составлять 1–3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Металл толщиной более 8 мм сваривают многопроходными швами. В любом случае сварка ведется только короткой дугой.
Наплавка в потолочном положении. При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия, более производительно применять электрод ? 4 мм. Наплавку рекомендуется производить узкими, 1,5–2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2–3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя». Последующие валики рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70–80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Техника сварки пробочных и прорезных соединений практически не отличается от рассмотренной выше техники сварки стыковых или угловых швов.
В зависимости от протяженности шва, толщины и марки металла, жесткости конструкции применяют различные приемы последовательности сварки швов и заполнения разделки. Сварку напроход – от начала до конца шва – обычно применяют при сварке коротких (до 500 мм) швов. Швы длиной до 1000 мм лучше сваривать от середины к концам или обратноступенчатым способом. При последнем способе весь шов разбивают на участки до 150–200 мм, которые должны быть кратны длине участка, наплавляемого одним электродом. После того как участок закончен, переходят к следующему, причем направление сварки для всех участков одно и то же, т. е. начало завершенного участка будет для следующего точкой завершения.