§ 3. Уплотнение бетонной смеси
В результате уплотнения бетонная смесь заполняет форму, причем уплотненная бетонная смесь должна иметь однородное строение и минимальный объем воздушных пустот; после уплотнения остается не более 2 — 3% воздуха (т. е. 20 — 30 дм3 на 1 м3 бетона).
Для получения плотного бетона необходимо, чтобы удобоукладываемость бетонной смеси соответствовала принятому способу и интенсивности уплотнения. При сильном механическом уплотнении (рис. 88) жесткие бетонные смеси укладываются плотно. В результате повышается прочность бетона (при сохранении одинакового расхода цемента).
Рис. 88. Влияние интенсивности уплотнения на прочность бетона: 1 — сильное уплотнение; 2 — слабое
Основным способом уплотнения бетонных смесей является вибрирование. При вибрировании частые колебания, создаваемые вибратором, вызывают колебательные движения частиц бетонной смеси. Силы внутреннего трения и сцепления между частицами уменьшаются, зерна заполнителей укладываются компактно, промежутки между ними заполняются цементным тестом, а пузырьки воздуха вытесняются наружу.
Плотность укладки бетонной смеси контролируют по величине коэффициента уплотнения, который равен отношению фактической объемной массы свежеуплотненного бетона к его расчетной объемной массе. Уплотнение считается «полным» при коэффициенте уплотнения 0,98 — 1.
Эффективность виброуплотнения зависит от продолжительности и интенсивности вибрирования. Интенсивность виброуплотнения характеризуют два параметра вынужденных колебаний: 1) амплитуда колебаний а (половина наибольшего перемещения частиц при колебательном движении); 2) частота колебаний / (Гц) (число периодов колебаний в секунду).
Об интенсивности виброуплотнения можно судить по величине амплитудного значения ускорения (см/с2), сообщаемого колеблющимся частицам при угловой скорости со (рад/с);
Интенсивность вибрирования принято выражать в единицах земного ускорения g, например интенсивность равна 2g, 4g, 8g. Эта характеристика интенсивности показывает, во сколько раз ускорение, сообщаемое частицам при вибрировании, больше ускорения силы тяжести.
Эффективность уплотнения бетонной смеси значительно возрастает при резонансных режимах виброуплотнения, при которых частота вынужденных колебаний частиц смеси совпадает с частотой собственных колебаний вибратора. При этом достигается плотная укладка бетонной смеси за короткое время.
Для каждой бетонной смеси имеется своя оптимальная интенсивность вибрирования, которая достигается правильным сочетанием амплитуды и частоты колебаний.
На заводах сборных железобетонных изделий жесткие и мало-подвижные бетонные смеси эффективно уплотнять на стационарных низкочастотных резонансных виброплощадках с амплитудой 0,7 мм и частотой 25 — 30 Гц; к тому же уровень шума при работе низкочастотных виброплощадок сравнительно невысок. Для виброуплотнения подвижных и мелкозернистых бетонных смесей оптимальные амплитуды уменьшаются до 0,15 — 0,4 мм; соответственно необходимой интенсивности увеличивается частота колебаний до 50 — 150 Гц.
При принятых параметрах вынужденных колебаний для каждой бетонной смеси имеется своя критическая продолжительность виброуплотнения.
По Ю. Сторку, в начале виброуплотнения происходит разрушение свободной пространственной структуры бетонной смеси, насыпанной в форму, а затем смесь в виде сплошной разжиженной массы начинает вибрировать как одно целое. Возникновение связной системы проявляется в выделении влаги на поверхности смеси (рис. 89).

Рис. 89. Структура бетонной смеси: а — рыхло насыпанной в форму; б — после виброуплотнения (по Ю. Сторку)
Более продолжительное вибрирование приводит к расслоению смеси и снижению прочности бетона.
В зависимости от рода привода и движущей энергии различают электромеханические, электромагнитные и пневматические вибраторы.
Применяют главным образом вибраторы, приводимые в действие электродвигателем; колебания создаются механическим путем в результате вращения неуравновешенных грузов (эксцентриков или дебалансов), которые могут быть расположены непосредственно на оси ротора двигателя либо соединены с ним при помощи гибкого вала. Рабочая часть вибратора выполняется в виде площадки (виброплощадки, переносные поверхностные вибраторы), или наконечника (штыка, булавы и т. п.).
Для формования сборных железобетонных изделий широко используют стационарные виброплощадки различной грузоподъемности.
Можно собирать виброплощадки необходимых размеров и нужной грузоподъемности (2, 4, 8, 12 и 24 т) из однотипных унифицированных виброблоков. Предусматривается изготовление виброплощадок с различными режимами работы: одночастотных с гармоническими -вертикальными колебаниями, двухчастотных, виброударных и др. Схемы вибраторов представлены на рис. 90.
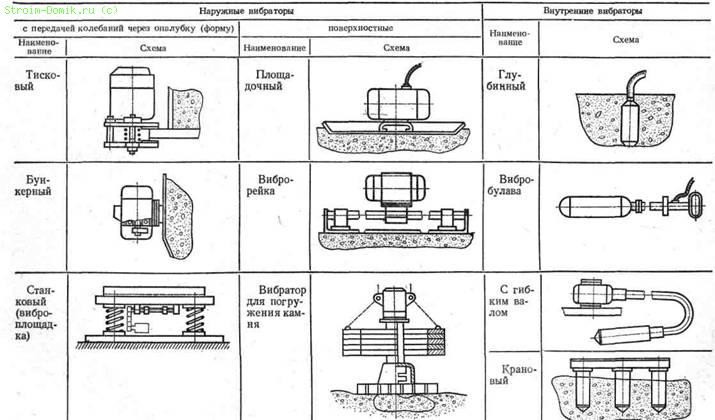
Рис. 90. Основные схемы вибраторов (по В. Д. Мартынову)
При применении вибраторов наряду с обычными мерами по охране труда следует обращать особое внимание на технические мероприятия по устранению вредного действия вибрации на организм человека.
Переносные вибраторы применяют при изготовлении изделий (в особенности крупноразмерных) на стендах, а также для уплотнения монолитного бетона на строительной площадке.
Переносной поверхностный вибратор (рис. 90) применяют при бетонировании плоских конструкций (плит, полов, дорожных покрытий), а внутренние вибраторы — при изготовлении сборных железобетонных конструкций в неподвижных формах и бетонировании монолитных конструкций.
Эксцентриковые внутренние вибраторы имеют частоту 5820 — 5700 кол./мин.
Для уплотнения бетонных смесей, укладываемых в массивные (например, гидротехнические) сооружения, применяют перемещаемые краном пакеты внутренних вибраторов.. Они позволяют устранить ручной труд, применять малоподвижные бетонные смеси (с осадкой конуса 0 — 2 см) и сильно увеличивать толщину слоя бетонирования. Этот способ уплотнения используют также для укладки камнебетона.
На практике часто используют комбинированные способы уплотнения бетонной смеси. Так, при формовании сборных железобетонных изделий из жестких и малоподвижных бетонных смесей применяют вибрирование под нагрузкой (рис. 91).
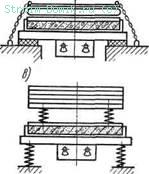

Рис. 91. Виды пригрузов при формовании изделий на виброплощадках:
а — безынерционным (пневматический); б — инерционный (гравитационный); в — то же, подрессорный; г — вибрационный
При величине прессующего давления поверхности изделия 0,05 — 0,15 МПа можно способом вибропрессования плотно уложить особо жесткие бетонные смеси с количеством воды затворения 120 — 130 кг/м3 и В/Ц= = 0,3 — 0,35.
Виброштампование часто применяют для формования коробчатых и ребристых плит, лестничных маршей со ступеньками и других профилированных изделий. Бетонная смесь, уложенная в форму, формуется и уплотняется при помощи погружаемого в нее виброштампа.
Вибропрокат осуществляется на специальных вибропрокатных станах. Этим способом изготовляют изделия из тяжелого и легкого бетонов (например, вибропрокатные керамзитобетонные панели).
При центробежном способе формования для уплотнения бетонной смеси используют центробежную силу, возникающую при вращении формы с уложенной в нее бетонной смесью. Скорость вращения формы 400 — 900 об/мин. При этом бетонная смесь равномерно распределяется по стенкам формы и хорошо уплотняется. Часть воды затворения (20 — 30%) отжимается к внутренней поверхности изделия и тем самым понижается величина В/Ц. Это способствует уменьшению пористости и водопроницаемости бетона. Центробежное формование применяют для изготовления полых изделий: железобетонных труб, полых колонн, опор и др.
Вибровакуумирование используют для уплотнения подвижных бетонных смесей. Оно позволяет извлечь из свежеуложенной бетонной смеси 10 — 20% от общего количества воды затворения и получить более плотный бетон. Вакуумирование осуществляют специальным оборудованием (вакуум-щитами, вакуумвкладышами и т. п.). Основной его частью является вакуум-полость, в которой создается разрежение порядка 75 — 85% от полного вакуума. Вакуум-щиты укладывают своей рабочей поверхностью, снабженной фильтровальной тканью, на бетон. Фильтр предотвращает отсос частиц цемента в процессе вакуумирования.