Начиная с 1960 г. в нашей стране получили развитие заводы по производству изделий преимущественно из газобетона взамен пенобетона. Первым большим предприятием по выпуску крупноразмерных изделий из газобетона явился Новосибирский завод мощностью 40 тыс м3 в год.
В основу производственного процесса положена технологическая схема изготовления газобетонных изделий на смешанном вяжущем (цемент и молотая известь-кипелка). Полученный в мельнице шлам перекачивается пневматическими камерными насосами СМ-550 по трубопроводам в нижние бассейны емкостью 28 м3 каждый. В бассейнах установлены шламмешалки и подведен сжатый воздух, который способствует получению смеси постоянного объемного веса. Из этих нижних бассейнов шлам перекачивается в верхние (расходные). На каждый смесительный агрегат имеется по два бассейна, используемых поочередно; пока из одного бассейна расходуется шлам, в другом производится его корректировка в соответствии с заданными объемным весом и температурой. Подача шлама в газобетономешалку регулируется объемным дозатором. На этом же дозаторе смонтирована пропеллерная мешалка емкостью 20 л для приготовления водной суспензии алюминиевом пудры, которая по отдельному трубопроводу поступает к газобетономешалку.
Цемент со склада подается пневмотранспортом в расходные бункера смесительного отделения.
Комовая известь поступает на пр рельсовый склад завода и оттуда по подземной галерее — в цех помола извести. Здесь се дробят, а затем измельчают в шаровой мельнице СМ-14 совместно с песком (соотношение 1:0,25).
Молотая известь-кипелка системой шнеков и элеваторов направляется в расходный бункер смесительного отделения. Цемент и молотая известь-кипелка из автоматического весового дозатора ДП-1200 поступают через сборную воронку в газобетономешалку. Туда же дозируется двуводный гипс для регулирования газоудерживающей способности смеси. Смесь приготовляется в передвижной газобетономешалке емкостью 4,5 м3.
В пол формовочного отделения вмонтированы регистры, по которым проходит подогретая вода. Выдерживание форм на теплом полу улучшает условия вспучивания и схватывания газобетонной смеси. В каждом пролете формовочного отделения имеется мостовой кран грузоподъемностью 5 т. Он используется для установки форм под заливку. Этот же кран комплектует составы вагонеток с формами для последующей автоклавной обработки изделий.
Выдержка отформованных газобетонных изделий перед автоклавной обработкой длится 4 ч. После этого составы из трех вагонеток (по четыре формы на каждой) при помощи реверсивного толкателя подаются на электропередаточный мост СМ-546 для загрузки в автоклавы. На заводе установлено семь непроходных автоклавов СМ-545 диаметром 2,6 и длиной 19,1 м с быстрооткрывающимися крышками. После тепловлажностной обработки изделия направляют па склад готовой продукции, где производят распалубку форм и отделку панелей.
В главном производственном корпусе находятся помольное, смесительное, формовочное и автоклавное отделения. К нему примыкает крытый склад готовой продукции с помещением для нанесения антикоррозионной обмазки на арматурные каркасы, для распалубки и отделки изделий. Известково-помольное отделение и склад комовой извести расположены отдельно вблизи главного корпуса.
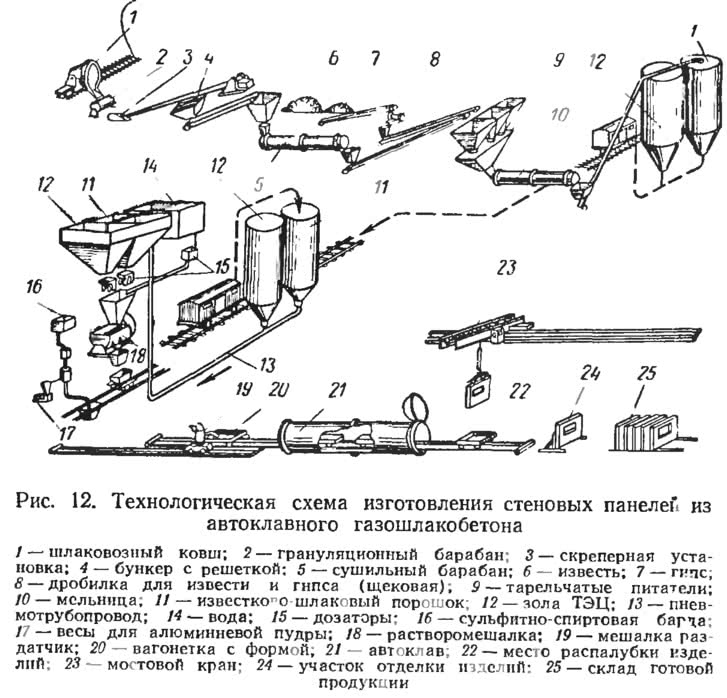
Трестом Тагилстрой построен газобетонный завод, технологическая схема которого представлена на рис. 12. Изделия изготовляют из газошлакозолобетона без применения клинкерного цемента. Исходными материалами для получения газошлакозолобетона являются, известково-шлаковый порошок, зола-унос, газообразователь и вода.
Состав известково шлакового порошка в %: гранулированного доменного шлака 85; извести-кипелки 10; гипса двуводного 5. Химический состав используемых доменных шлаков и золы-уноса приведен в табл 8.
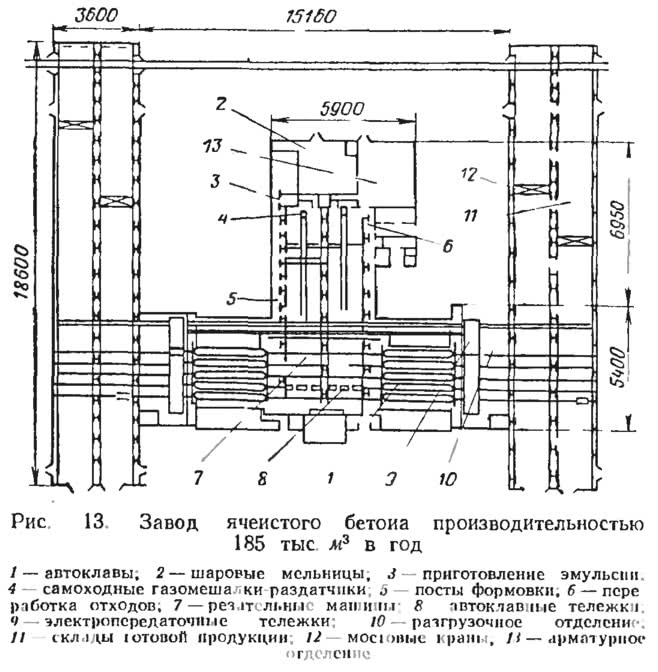
На рис. 13 показан завод ячеистого бетона, предназначенный для выпуска газозолосиликатных изделий. Золу-унос из электрофильтров ТЭЦ перекачивают по пневмозолопроводу на расстояние 800 ж на завод ячеистого бетона. Примерно 1/3 используемой золы размалывают в трехкамерных шаровых мельницах вместе с негашеной известью. Первичная известково-зольная смесь содержит 24—28% активной извести. Удельная поверхность продукта помола колеблется от 5000 до 6000 см2/г. После перемешивания в гомогенизаторах с остальной частью немолотой золы получается смесь извести и золы и соотношения 1:3 или 1:4 в зависимости от качества сырья.
Ячеистую смесь приготовляют и самоходной лопастной газобетономешалке вертикального типа полезной емкостью около 4,6 м3. Температура газозолосиликатной смеси при заливке составляет 40—50° С, диаметр расплыва смеси 16—18 см (в зависимости от свойств извести). Автоклавная обработка изделий производится при давлении пара 12 ат (изб.).
Гипростромом с участием Гипростроммаша, Промстройпроекта и другими проектными организациями был разработан ряд типовых решений технологических линий, размещаемых в унифицированных пролетах размером 144Х Х18 м. Из этих пролетов в зависимости от конкретных условий можно создавать как самостоятельные, так и сблокированные с производством железобетонных изделий цехи и заводы ячеистого бетона. Опыт привязки таких пролетов показал, что по технико-экономическим показателям они несколько уступают узкоспециализированным заводам. Для районов с большим сосредоточенным строительством Гипростромом в содружестве с научно-исследовательскими и специализированными машиностроительными институтами созданы типовые проекты заводов ячеистого бетона мощностью 120 (шифр 404-10-4/70) и 220 (шифр 409-10-9/70) тыс. м3 в год. Проектами предусматривается изготовление стеновых панелей, мелких блоков, а также изделий из плотного силикатного бетона [14].
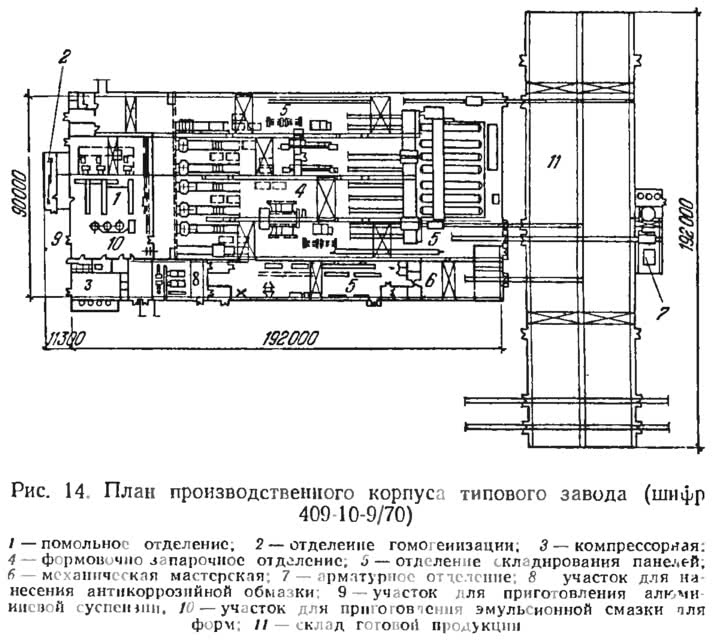
Для завода производительностью 220 тыс. м3 (рис. 14) принято пятипролетное здание размером в плане 192Х90 м. Помольное отделение сблокировано с главным производственным корпусом. Технология производства изделии из ячеистых бетонов базируется на применении комплексной вибрации при приготовлении смесей и формовании изделий. Для получения газобетона предусматривается использование трехкомпонентного вяжущего, изготовляемого путем совместного помола извести, песка и цемента до удельной поверхности 5000 см2/г в двухкамерных шаровых мельницах размером 2X10,5 м. Из мельницы после помола вяжущее поступает для усреднения в гомогенизаторы, откуда камерными насосами подается в расходные бункера смесительного отделения. В качестве кремнеземистого компонента применяется песок, который подвергается мокрому помолу до удельной поверхности 2000—2500 см2/г. Для стабилизации шлама при помоле песка вводится до 3% извести. Песчаный шлам под;лот в шламбассейны, оборудованные соответствующими перемешивающими устройствами, и, после его корректировки, камерными насосами подают в расходные баки, установленные в смесительном отделении. В типовых проектах предусмотрена автоматизация процессов переработки сырья, гомогенизации вяжущего и дозирования материалов. Алюминиевая суспензия с добавкой ПАВ приготовляется в отдельном помещении и насосами перекачивается в соответствующие дозаторы смесительного отделения.
Для формования изделий в формах большой емкости приготовление газобетонной смеси осуществляется в виброгазобетономешалке емкостью 5 м3. Для загрузки компонентов Гипростромом разработаны специальные весовые дозаторы с большим объемом дозирования с тензометрическим устройством. Управление дозировочным узлом производится в автоматическом режиме с пульта управления, расположенного в отдельном помещении.
Изделия формуют в металлических формах емкостью до 5,4 м3, установленных на виброплощадках с горизонтально направленными колебаниями. При изготовлении мелких блоков отливка поступает на резательную машину конструкции ВНИИСтроммаша и Гипрострома, которая выпускается Минстройдормашем.
Арматурный цех оснащен современным оборудованием. Собранные пространственные каркасы на горизонтальных и вертикальных установках покрывают цементно-полистирольный антикоррозийной обмазкой. Нанесение антикоррозийной обмазки на каркасы и их сушка производятся на установке, размещенной в изолированном вентилируемом помещении.
Автоклавная обработка изделий осуществляется в автоклавах диаметром 3,6 м при избыточном давлении пара 10 ат (изб.) с автоматическим управлением.
Большое внимание в проектах уделено отделке панелей на специальной конвейерной линии. Отделочных конвейеров два: первый используется для затирки и оснащения панелей столярными изделиями, второй —для покраски и нанесения гидрофобного покрытия на их поверхность. Операции по перемещению форм на конвейере полностью механизированы и автоматизированы.