§ 40. Заготовка картин рядового покрытия и карнизного свеса
- § 33. Подготовка листовой стали
- § 34. Подготовка сортовой стали
- § 35. Сверление и зенкование
- § 36. Огрунтовка кровельной листовой стали
- § 37. Заготовка лежачих и стоячих фальцев
- § 38. Угловые фальцевые соединения
- § 39. Разметка, изготовление шаблонов и выкатка заготовок
- § 40. Заготовка картин рядового покрытия и карнизного свеса
- § 41. Заготовка элементов надстенных и подвесных желобов и покрытий разжелобков
- § 42. Заготовка элементов покрытий поясков, сандриков и оконных сливов
- § 43. Заготовка элементов покрытий парапетов, стен и различных фартуков брандмауерных
- § 44. Соединение криволинейных элементов между собой
- § 45. Заготовка воротников вокруг труб, элементов покрытий слуховых окон, колпаков и зонтов над трубами
- § 47. Холодная клепка и паяние
- § 48. Заготовка деталей водосточных труб
- § 49. Организация централизованной заготовки элементов покрытий из кровельной стали
- § 50 изготовление хозяйственного инвентаря
Заготовка картин для рядового покрытия. Скаты кровель покрывают полосами, которые составляются из последовательно соединенных картин. Для покрытия крыши требуется 85 — 90% двойных картин и 10 — 15% одинарных, необходимых для дополнений в полосах.
Заготавливают картины на верстаке. На короткой стороне листа отгибают кромку шириной 10 мм для лежачего фальца, а затем лист переворачивают и отгибают вторую кромку. После этого на коротких сторонах листа кромки окажутся отогнутыми в разные стороны. Обработанные таким образом листы соединяют попарно в картины. Фальцы уплотняют деревянным молотком.
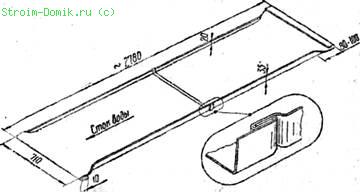
Рис. 56. Двойная картина для рядового покрытия
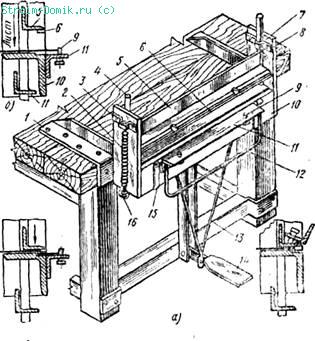
Рис. 57. Гибка кромок на фальцегибочном станке: а — станок, б, в, г — рабочие операции гибки кромки в листе; /, 5, 10 а И — угольники, 2 — пружина, 3, 8 и /2 — скобы, 4 — штоки, 6 и 14 — планки, 7 — щеки, 9 •» упоры, 13 — тяги, 15 — шарниры, 16 — проушины
Следующей операцией в картине отгибают продольные кромки под углом 90°. Вначале делают малый отгиб для стоячего фальца высотой 20 мм, а затем на противоположной стороне картины (в том же направлении) делают большой отгиб для стоячего фальца высотой 35 мм. Для того чтобы не смять отвернутые кромки на коротких сторонах картины, кромки обоих стоячих фальцев на расстоянии около 100 мм от углов картины не отгибают. Собранная двойная картина показана на рис. 56.
Заготовка картин вручную — трудоемкая операция. Поэтому кровельщики пользуются различными механизмами, которые облегчают труд и в значительной степени ускоряют процесс заготовки. В первую очередь это относится к заготовке картин рядового покрытия.
Для механизации процесса заготовки картин рядового покрытия применяют станки.
Фальцегибочный станок (рис. 57, а) состоит из двух угольников 1, к отогнутым полкам которых приварены щеки 7. Щеки соединены между собой угольником 10. В горизонтальной полке угольника 10 находится продольное углубление. К вертикальной полке угольника 10 шарнирами 15 прикреплен загибающий угольник П. Горизонтальная полка загибающего угольника находится в одной плоскости с основанием углубления угольника 10. К горизонтальной полке снизу прикреплена скоба 12, которая поворачивает угольник, и два упора 9.
На внутренних сторонах щек 7 расположено подвижное устройство станка, которое состоит из двух подвижных штоков 4, жестко соединенных между собой прижимающим угольником 5. Горизонтальная полка этого угольника выполнена в виде клина, под которым прикреплена продольная планка 6 для обжима кромки кровельного листа в продольном углублении угольника 10.
Нижние концы штоков дополнительно связаны между собой угольником 11. Направляющими для штоков служат скобы 8 и сквозные проходы в торцах горизонтальной полки угольника 10. Подвижное устройство станка посредством пружин 2 удерживается в верхнем положении, при котором удобно вставлять лист в станок и удалять его после отгиба кромки.
Пружины верхними концами прикрепляются к скобам 3, а нижними к проушинам 16, которые жестко соединены со свисающими концами штоков. На угольнике // смонтирована педаль, состоящая из педальной планки 14 и соединительных тяг 13. Станок устанавливают на верстаке так, чтобы горизонтальная полка угольника 10 была в одной плоскости с рабочей плоскостью верстака. Для отгиба кромок лежачих фальцев стандартный лист укладывают на верстак так, чтобы обрез его узкой стороны стал впритык к упорам 9 (рис. 57, б), и нажимают ногой на педаль. В результате нажима на листе получится небольшое углубление (рис. 57, в).
При помощи скобы 12 поворачивают загибающий угольник, который отгибает кромку листа на заданный угол (рис, 57, г). После отгиба кромки для фальца отпускают педаль; при этом подвижное устройство под действием пружин устремляется кверху. Одновременно загибающий угольник отводится в исходное положение. В момент подъема подвижного устройства лист соскакивает с прижимающего угольника. После этого лист переворачивают на 180° и таким же образом отгибают кромку для фальца на другой стороне листа.
Из заготовленных одинарных картин собирают двойные. Сборку выполняют вручную или на фальцезакаточном станке ВМС-61.
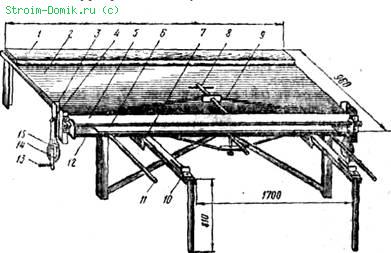
Рис. 58. Большой фальцегибочный станок конструкции И. П. Прохорова:
1 — упорная рейка, 2 — верстак, 3 — опорная стойка, 4 — продольная трубчатая ось, 5 — прижимной угольник, S — гибочный угольник, 7 — кронштейн с поддержкой, в — нажимной винт, 9 — растяжка, 10 — упоры для картины, 11 — рычаг для поворачивания гибочного угольника, 12 — неподвижный угольник (окантовочный), /3 — рукоятка механизма прижимного угольника, 14 — эксцентрик, 15 — шатун, сочлененный с осью
Собранную таким образом картину подают на большой фальцегибочный станок конструкции И. П. Прохорова (рис. 58). Работа на этом станке производится так. Вначале отгибают малый стоячий фальц. Для этого картину укладывают на верстак 2 таким образом, чтобы ее большая сторона подошла вплотную к задней упорной рейке 1. Другая большая сторона картины должна расположиться так, чтобы ее кромка выходила из-под прижимного угольника 5 наружу на 20 мм. Вслед за этим прижимают кромки картины к угольнику 12 верстака.
Затем при помощи рычагов 11 поворачивают гибочный угольник 6, который отгибает кромку малого стоячего фальца. Так как гибочный угольник короче прижимного, то углы картины остаются необжатыми. Предварительно отогнутые кромки под лежачие фальцы в этом случае не сминаются.
По окончании этой операции гибочный угольник отводят в исходное положение в прижимной угольник поднимается кверху, а картину из станка выдвигают на себя до упоров 10. Затем на кромку картины, лежащую на верстаке, снова опускают прижимной угольник. После этого рычагами 11 поворачивают гибочный угольник 6 от себя вместе с картиной. В результате в картине (см. рис. 56) будет отогнута кромка для большого стоячего фальца высотой 35 мм.
Заготовка элементов карнизного свеса. При заготовке элементов для карнизных свесов исходят из уклона надстенных желобов. Для средних и северных районов СССР наилучшим является уклон надстенных желобов 1 :20, а для южных районов, где часто выпадают обильные дожди, — 1: 10.
Рассмотрим последовательность заготовки картин карнизного свеса (рис. 59) для наиболее часто встречающегося случая, когда расстояние между водоприемными воронками равно 12 м, а уклон — 1 : 20.
На дощатом настиле вдоль натянутого шнура раскладывают семь листов кровельной стали. Листы должны перекрывать друг друга на 60 мм; этот припуск необходим для последующего отгиба кромок двойного лежачего фальца.
Для образования свеса кровли с карниза (с вылетом 120 мм) и капельника с отворотной губкой от нижней продольной кромки уложенных листов откладывают отрезок аб, равный 200 мм, а затем отрезок
бв=АхУ,
где А — расстояние между воронкой и водоразделом, равное 6 м (или 6000 мм); V — уклон с соотношением 1 : 20, т. е.

Для перекрытия верхней кромки карнизного свеса водосточными желобами откладывают отрезок вг, равный 150 мм. Вдоль нижней Кромки листов из точки а откладывают отрезок ад, равный половине пролета между водоприемными воронками. Затем На вертикальном отрезке, восстановленном из точки д, откладывают отрезки де и еж, равные соответственно 200 и 150 мм. После этого с помощью шнура отбивают линию её. Тем же шнуром отбивают вторую линию, пересекающую все листы ио Диагонали (через точки г, ж). Наконец, из точки л откладывают отрезок кл, равный дж. Как и в предыдущем случае, из точки к откладывают половину пролета км, равную 6000 мм, и припуски на поперечные фальцы.

Заготовки картин размечают, проставляя на них масляной краской цифры 1, 2, 3, 4 и 5. После этого уложенную полосу листов разрезают в продольном (по линии ги) и в трех поперечных направлениях: слева от прямой кл и справа от прямых жд и ми. Заштрихованные участки обрезают и используют для изготовления деталей водоприемных воронок и клямер.
Затем при ручной заготовке картин их укладывают на верстак и выполняют киянкой гибку. Обрезав нижние углы всех заготовок на 35 — 45° для уменьшения толщины фальцев в местах стыкования, приступают к гибке капельников с отворотными губками (узел II, рис. 60, а). Последовательность гибки капельника показана на рис. 60, б. В картине отгибают губку на длинной стороне заготовки с угловыми вырезами, а затем боковые отвороты на коротких сторонах картины для соединения со смежными картинами двойными лежачими фальцами. Стрелки на рис. 60, б показывают направления ударов киянки при гибке.
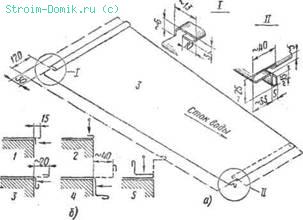
Рис. 60. Одинарная картина покрытия карнизного свеса (из раскроя, см. рис. 59, лист. 3):
а — готовая картина (штрихом с точкой показан контур заготовки), б — последовательность гибки капельника; 1 — 5 — последовательность операций
Отвороты в картинах для их соединения на карнизе в общую полосу отгибают, как показано на рис. 60, а. Таким образом, все фальцевые соединения на участке карниза между воронками будут направлены от водораздела в разные стороны (по стоку воды).
Для удобства укладки элементов кровли из одинарных картин собирают двойные. Карнизные свесы из цельных листов применяют только при массовой заготовке картин карнизных свесов, когда неизвестны заранее длина желоба от оси водосливного лотка до места наибольшего подъема желоба (водораздела).