§ 33. Подготовка листовой стали
- § 33. Подготовка листовой стали
- § 34. Подготовка сортовой стали
- § 35. Сверление и зенкование
- § 36. Огрунтовка кровельной листовой стали
- § 37. Заготовка лежачих и стоячих фальцев
- § 38. Угловые фальцевые соединения
- § 39. Разметка, изготовление шаблонов и выкатка заготовок
- § 40. Заготовка картин рядового покрытия и карнизного свеса
- § 41. Заготовка элементов надстенных и подвесных желобов и покрытий разжелобков
- § 42. Заготовка элементов покрытий поясков, сандриков и оконных сливов
- § 43. Заготовка элементов покрытий парапетов, стен и различных фартуков брандмауерных
- § 44. Соединение криволинейных элементов между собой
- § 45. Заготовка воротников вокруг труб, элементов покрытий слуховых окон, колпаков и зонтов над трубами
- § 47. Холодная клепка и паяние
- § 48. Заготовка деталей водосточных труб
- § 49. Организация централизованной заготовки элементов покрытий из кровельной стали
- § 50 изготовление хозяйственного инвентаря
Приемка и правка. Распаковав пачку листовой стали (разрубив зубилом упаковочные полосы), листы осматривают и отбраковывают на сортировочном столе (рис. 26). Крышка стола обита сверху кровельной сталью. На столе сделаны три упора из гвоздей 4, вертикально забитых на % их длины. Метки 5 определяют допуски, предусмотренные для стандартного листа размером 1420X710 мм.
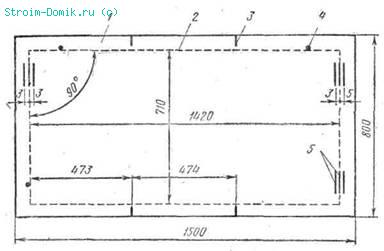
Рис. 26. Сортировочный стол:
l — крышка, 2 — стандартный стальной лист, 3 — метка для резки листа на равные части, 4 — гвоздь, 5 — метки для определения нестандартных листов
Предназначенные для проверки листы укладывают на стол вплотную к упорам, при этом определяют правильность их размеров и прямоугольность углов. Листы с отклонением от стандартных размеров или с допусками отсортировывают и используют в дальнейшем для заготовки элементов кровли, не требующих точных размеров, например, для водосточных труб.
Каждый лист осматривают с обеих сторон и проверяют, нет ли на нем ржавчины. Очищают листы от ржавчины стальными щетками (рис. 27, а) или на вальцевом ручном или приводном станке (рис. 27, б).
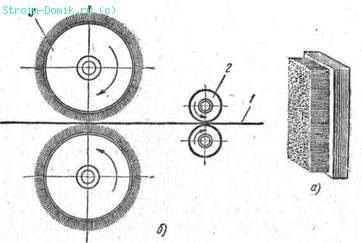
Рис. 27. Очистка листов от ржавчины:
а — стальная щетка, 6 — схема протяжки и очистки листов на станке; / ~ лист, 2-» валки, тянущие лист, в — валки со стальными щетками
Поданный в станок лист протягивается валками 2 через валки 3 со стальными щетками на всю ширину листа. При этом лист очищается от ржавчины и грязи.
Очищенные листы протирают сухой ветошью и пускают в дело.
Листы, имеющие выпуклости (хлопушки), правят. Хлопушки представляют собой местные вытяжки материала относительно окружающих их участков. Если эти участки на листе правильно растянуть, хлопушки исчезнут. Поэтому для устранения хлопушек нужно правильно определить участки листа, подлежащие правке. В результате правки погнутый и искривленный металл приобретает первоначальную форму.
Правку выполняют металлическим или деревянным молотком на металлической плите толщиной 12 — 20 мм.
Молоток — наиболее распространенный инструмент кровельщика. В зависимости от материала или характера выполняемой работы используют различные виды молотков (рис. 28): молоток-подсекальник массой 0,4 — 0,6 кг (рис. 28,а); молоток-ручник массой 1,5 кг (рис. 28,6); киянку. Молотки насаживают на березовые или кизиловые ручки овальной формы длиной 300 — 350 мм.
Разметка листовой стали. При изготовлении различных изделий тонколистовой материал размечают на заготовки.
Приступая к разметке, кровельщик должен познакомиться с основными измерительными инструментами, а также с инструментами для нанесения отметок на металле. Применяемые для этого
инструменты (рис. 29) во многом похожи на обычные чертежные приборы.
Измерительную линейку (ГОСТ 427 — 56) (рис. 29, а) применяют для измерения небольших расстояний.
Значительные расстояния измеряют стальными рулетками (ГОСТ 7502 — 69) длиной 10 и 20 м. Кровельщики часто пользуются карманными рулетками (рис. 29, б).
Чертилку (рис. 29, в) изготовляют из стальной проволоки, у которой один конец, а иногда и оба закалены и заточены на конус. При нанесении линии чертилку держат с легким наклоном в направлении движения руки. Во время проведения линии чертилку плотно прижимают к кромке линейки. Рейсмус с постоянным разметочным зевом (очертка) (рис. 29, г) и универсальный с упором (рис. 29, е) применяют для нанесения параллельных рисок на размечаемом листе.
Для разметки углов, их проверки, проведения параллельных линий и различных других разметочных работ служит металлический угольник (рис. 29, д), полки которого составляют прямой угол. Кроме указанного угольника, применяют плоские угольники с углами 30, 45 и 60°.
Кернер (ГОСТ 7213 — 54) (рис. 29, ж) представляет собой стальной стержень круглого сечения, один конец которого заточен на конус под углом 60° и закален. Кернер сначала держат в руке наклонно от себя, а затем устанавливают так,- чтобы его острие совпало с риской. После этого прижатому кернеру придают вертикальное положение и наносят удар.
Автоматический кернер (рис. 29, з) применяют при точной разметке. Кернение сводится к установке кернера и нажатию на лист; При этом следы от кернера получаются всегда одинаковой величины.
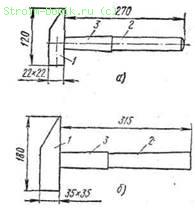
Рис. 28. Молотки:
а — молоток-подсекальник, б — молоток-ручник; 1 — стальной молоток, 2 — деревянная ручка, 3 — обкладка из жести
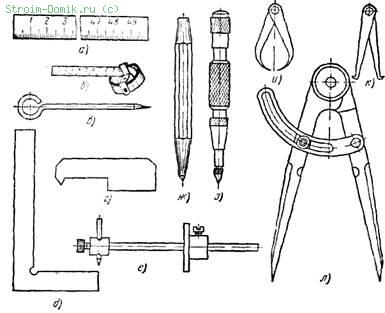
Рис. 29. Инструменты для разметки:
а — измерительная линейка, б — карманная рулетка, в — стальная чертилка, г — рейсмус из стали толщиной 0,6 — 3 мм, д — прямоугольный угольник, е — универсальный рейсмус, ж — кернер, з — автоматический кернер, и — кронциркуль, к — нутромер, малый разметочный циркуль
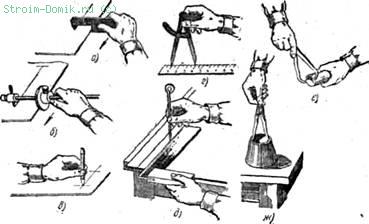
Рис. 30. Приемы разметки:
а — прочерчивание линии рейсмусом вдоль кромки, б — прочерчивание линии универсальным рейсмусом, в — постановка кернера в момент удара, г — установка ножек циркуля на требуемый размер по линейке, д — проведение параллельных линий под угольник, е — измерение диаметра патрубка кронциркулем, ж — измерение диаметра раструба нутромером
Кронциркуль (рис. 29, и) служит для измерения наружных диаметров, толщины, а также для снятия и перенесения размеров с линейки на лист.
Нутромер (рис. 29, к) предназначается для измерения внутренних диаметров полых изделий и деталей.
Разметочный циркуль (рис. 29, л) применяют для вычерчивания окружностей, различных геометрических построений и перенесения размеров с линейки на лист. В работе одну ножку устанавливают в углубление, сделанное кернером, а другой чертят на листе круговую линию.
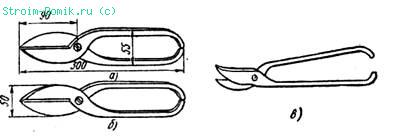
Рис. 31. Ручные ножницы жестянщика:
а — правые, б — левые, в — изогнутые левые
На рис. 30, а и б показано, как проводят линии при помощи очертки и рейсмуса. Кромка, вдоль которой скользит упор очертки НИИ рейсмуса, должна быть ровной. Поэтому перед прочерчиванием I линии необходимо линейкой проверить кромку листа и в случае необходимости обрезать ее под линейку. Очертку изготовляет кровельщик из обрезка стального листа на требуемый размер.
Циркульные кривые проводят следующим образом. В требуемой точке размечаемого листа делают кернение (рис. 30, в). Затем по масштабной линейке устанавливают ножки циркуля на требуемый размер (рис. 30, г). Положение ножек закрепляют зажимом, находящимся у одной из ножек. После этого одну ножку циркуля 3 устанавливают в накерненную точку и другой прочерчивают окружность.
Построение параллельных линий при помощи угольника выполняют следующим образом (рис. 30, д). Обрезают под линейку одну! из кромок листа и прикладывают, к обрезанной кромке угольник так, чтобы он уперся в нее. После этого передвигают угольник по кромке и через ранее сделанные отметки прочерчивают параллельные линии.
На рис. 30, е, ж показаны приемы измерения размера детали кронциркулем и нутромером.
Резка листовой стали. Листовую сталь режут различными ножницами (ГОСТ 7210 — 54). При небольших объемах работ для я резки используют ручные ножницы, которыми можно резать стальные листы толщиной до 0,7 мм.
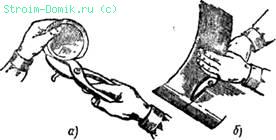
Рис. 32. Примеры резки левыми ручными ножницами: а ~ обрезка донышка, б — отрезка полосы
Различают правые и левые ручные ножницы. У правых ножниц (рис. 31, а) нижний режущий нож находится слева; у левых ножниц (рис. 31, б) — справа. Правые ножницы удобны тем, что во время резки (правой рукой) все время видна риска отрезаемой части листа, причем отрезаемая узкая кромка свивается в спираль
снизу, а остальная часть листа (находящаяся в левой руке)' не деформируется. При работе левыми ножницами труднее наблюдать за риской, однако эти ножницы удобны при обрезке отверстий внутри листав левых кромок и др.
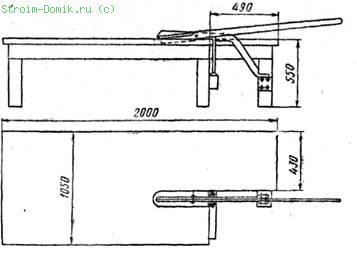
Рис. 33. Стуловые ножницы
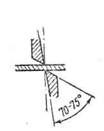
Рис. 34. Углы заточки ножей ручных ножниц
Внутренние отверстия в заготовках делают следующим образом. Вначале зубилом вырубают отверстие, достаточное для пропуска в него режущего ножа ножниц. После этого по отмеченной круговой риске выполняют круговую обрезку. На рис, 32, а, б показаны некоторые приемы резки заготовок левыми ручными ножницами.
Тонкие листы удобнее резать на верстаке. Лист располагают таким образом, чтобы при продвижении ножниц вперед нижний нож опирался на край верстака; это облегчает работу и кровельщик меньше утомляется.
Листовую сталь толщиной до 1,5 мм режут стуловыми ножницами (рис. 33). Ножницы устанавливают на низком деревянном столе, и кровельщик может работать не сгибаясь. Разрезаемый лист можно не поддерживать.
Режущие лезвия ручных и стуловых ножниц должны быть заточены на угол 70 — 75° (рис. 34).
Чтобы уменьшить трение ножей при резке, на режущих лезвиях делают задний угол, равный 1,5 — 3°. Режущие лезвия ножниц закаливают и отпускают. Ножи должны плотно прилегать один к другому; регулируют их при помощи центрального винта и контргайки.
Электровиброножницы ИЭ-5402 (рис. 35, а) — переносный ручной инструмент. Они предназначены для резки листового материала как по прямой, так и по несложному контуру. Этими ножницами раскраивают тонколистовую сталь со скоростью 5 — 6 м/мин.
В корпусе 5 вмонтирован электродвигатель 8, который через редуктор приводит в движение кривошипно-шатунныи механизм, а последний придает ножевому рычагу 10 (рис. 35, б) с верхним режущим ножом 11 возвратно-качательное движение. Нижний неподвижный нож 12 укреплен на улитке, которая жестко соединена с картером 2 ножевой головки. Крепление улитки выполнено таким образом, что позволяет регулировать величину захода ножей. Это достигается при помощи прокладок 14. Нормальный заход ножей должен быть 3 — 5 мм. Зазор между ножами должен соответствовать толщине разрезаемого материала, его устанавливают по инструкции, прилагаемой к ножницам.
Электровиброножницы можно использовать в заготовительных мастерских. Наиболее удобно ими работать, когда они подвешены к перекрытию.
Производительность труда при работе электровиброножницами повышается в 10 — 12 раз по сравнению с ручными ножницами.
Во избежание несчастных случаев от поражений электрическим; током работать ножницами без заземления не разрешается. Корпус ножниц должен быть присоединен гибким проводом к заземлению. Заземляющая жила может проходить в кабеле и иметь четвертый контакт в вилке для включения инструмента.
При большом объеме работ целесообразно применять обрезной станок конструкции И. П. Прохорова (рис. 36).
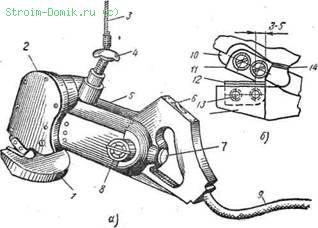
Рис. 35. Электровиброножницы ИЭ-5402:
в "Общий вид, б — режущий орган; 1 — улитка, 2 — картер ножевой головки, 3 — трос для подвешивания ножниц, 4 — рукоятка-крюк, 5 — корпус электродвигателя, в — ^выключатель, 7 — пробка смазочного отверстия, 8 — электродвигатель, 9 — токо-подводящий трехжильный кабель, 10 — ножевой рычаг, 11 — верхний (подвижный) режущий нож, /2 — нижний (неподвижный) режущий нож, 13 — винты, 14 — набор прокладок для регулирования «захода» режущих ножей
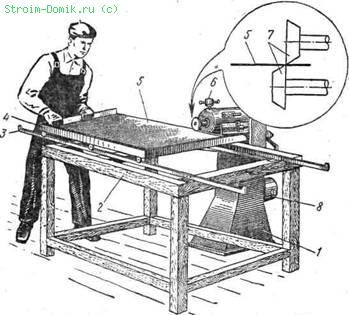
Рис. 36. Обрезной станок конструкции И. П. Прохорова:
1 — зигмашина, 2 — стол, 3- направляющие, 4 — каретка, 5 — лист, уложенный для
обрезки, 6 — винт, регулирующий положение режущих роликов, 7 — режущие ролики,
8 — электродвигатель зигмашины
Обрезной станок состоит из зигмашины 1, стола 2 и каретки 4, двигающейся на роликах по направляющим 3.
Отрегулировав винтом 6 требуемое положение режущих роликов 7, включают электродвигатель 8. Ролики вращаются навстречу друг другу. Уложив на каретку лист 5, кровельщик продвигает каретку от себя до тех I пор, пока не будет обрезана кромка. При необходимости обрезать; другую кромку лист в каретке перекладывают.
Рычажными ножницами (рис. 37) разрезают по прямой листовой материал толщиной до 2 мм. Рычажные ножницы бывают различной конструкции, но по принципу устройства все они представляют собой стол-станину 4 с одним неподвижно встроенным ножом 5 и другим подвижным ножом 2 с рычагом 1 и противове-1 сом, шарнирно укрепленным на рычаге.
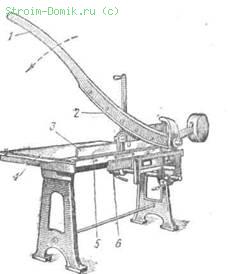
Рис. 37. Рычажные ножницы: -/ — рычаг с противовесом, 2 — верхний нож,3 — прижимная' планка, 4 — стол, 5 — нижний неподвижный нож, 6 — упор
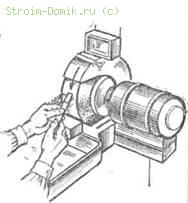
Рис. 38. Заточка режущих инструментов на станке типа ИЭ-9703
Режущие элементы ножниц всех видов затачивают на заточном станке (рис. 38) типа ИЭ-9703. Основное условие при заточке инструмента, например ножей ножниц — это сохранение требуемого угла (см. рис. 34). Затачиваемую деталь надо подводить к шлифовальному кругу медленно, не задерживая на одном месте, равномерно и с одинаковым усилием проводить слева направо. Чтобы затачиваемая деталь не перегревалась, ее периодически опускают в воду. Режущие кромки ножей после заточки, заправляют : на абразивном бруске.
Рубка кровельной, стали. Кровельщику часто приходится отрубать часть листа, перерубать полосу или проволоку, вырубать в листе отверстие и т. п. Для этих целей предназначаются различные зубила.
Полосы и листовую сталь толще 1 мм разрубают слесарным зубилом (ГОСТ 7211 — 54) (рис. 39, а), которое изготовляют из инструментальной стали овального сечения. Листовую сталь толщиной менее 1 мм удобнее рубить зубилом конструкции Г. Я. Когана (рис. 39, б). Это зубило отличается от слесарного тем, что имеет более широкую режущую кромку.
В зависимости от размеров детали, ее толщины и характера вырубку можно выполнять на плите или в тисках. В тисках обрубают преимущественно небольшие детали. Рубку листов как по прямой, так и по кривой линиям выполняют на плите, которой может служить лист стали толщиной 12 — 15 мм. Форма обрубаемой детали должна быть очерчена.
Во время рубки в тисках надо следить за тем, чтобы режущая кромка зубила скользила на уровне губок. Для этого деталь зажимают в тисках таким образом, чтобы риска совпала с ребром вкладыша тисков. Деталь толщиной 1,5 мм обрубают за один проход, а толщиной 3 мм — за два. Зубило держат левой рукой за среднюю часть стержня.
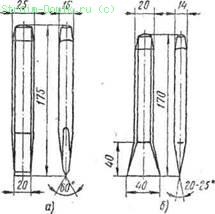
Рис. 39. Зубила: а — слесарное, б — конструкция Г. Я. Когана
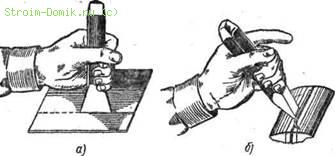
Рис. 40. Приемы рубки зубилом:
а — положение зубила во время рубки листа, 6 - положение зубила при срубании кромки в тисках
При рубке листа режущая кромка должна находиться на линии рубки (рис. 40, а). Зубило следует свободно охватывать всеми пальцами, причем большой палец должен лежать на указательном.
Если указательный палец находится в вытянутом положении, то большой палец должен лежать на среднем. При рубке в. тисках (рис. 40, б) зубило устанавливают с небольшим наклоном к отрубаемой кромке.
После установки зубила молотком, находящимся в правой руке, наносят удары по центру головки зубила. Надрубив за несколько проходов лист или пруток с одной стороны, его переворачивают, надрубают с другой стороны, а затем переламывают.
Затачивают зубила так же, как ножницы.
При рубке мелких кусочков надо следить, чтобы с последним ударом отрубленный материал не отлетел в сторону и не задел окружающих рабочих.