Общим в технологии ячеистых газо-, пенобетонов и газо-, пеносиликатов является последовательное осуществление таких технологических процессов: помол сырьевых компонентов; их смешивание в определенных рациональных количествах и получение ячеисто-бетонной смеси; заполнение формы; выдерживание; тепловлажностная обработка; калибровка; складирование. Однако возможные технологические схемы могут отличаться от приведенной за счет использования различного технологического оборудования и приемов на отдельных этапах производства.
По этим технологическим признакам различают литьевую и вибрационную схемы формования ячеисто-бетонных изделий. Если после формования и созревания ячеисто-бетонного массива изделия получают разрезанием его на отдельные блоки с последующим автоклавированием, то такая технология называется резательной.
Следует отметить, что литьевая технология применяется при производстве газо- и пенобетонов, в то время как вибрационная — при производстве только газобетонов.
При литьевой технологии ячеисто-бетонные смеси отличаются повышенной подвижностью за счет высокого водоза-творения (В/Т=0,45...0,65; текучесть по Суттарду 22—44 см). Вспучивание массы происходит в неподвижных формах в течение 20—50 мин, вызревание — 4—6 ч. Повышение В/Т требует высокомарочных вяжущих и увеличения их расхода, увеличивает продолжительность цикла производства изделий.
Суть вибрационной технологии изделий из газобетонов состоит в более низком водозатворении сырьевой смеси (В/Т=0,3...0,4; текучесть по Суттарду 9—12 см) и в интенсификации процесса вспучивания при применении вибровоздействия за счет использования явления тиксотропии (разжижения) и ускорения хода реакции газовыделения. Продолжительность вибровспучивания — 1—3 мин. Способ впервые в мировой практике разработан и применен в нашей стране.
Известно, что при отсутствии активного воздействия, т. е. при напряжениях, не превышающих напряжений предельного сдвига, ячеистые смеси ведут себя как типично твердые тела. Картина раз-ко меняется при приложении к ним вибрации, при определенных режимах которой коагуляционная структура ячеистой смеси с пленочными неводостойкими контактами может полностью потерять свои пластические свойства.
Условия, при которых после отключения виброплощадки в период стабилизации газовыделения происходит быстрое восстановление разрушенной вибрацией структуры, блокирующей уход газовых пузырьков и препятствующей осадке смеси, являются оптимальными при вибровспучивании. Мелкие поры, получаемые при использовании вибротехнологии, обусловливают малую подъемную силу пузырьков и соответственно более легкую блокировку в массиве. В момент прекращения вибровоздействия ячеистая смесь должна «застыть», зафиксировав свою макроструктуру.
По мере прохождения процесса вспучивания рекомендуется постепенно снижать интенсивность вибрации для устранения технологических напряжений, возникающих при резком отключении площадки. Целесообразно поэтому применять установки с регулируемой частотой и амплитудой вибрации.
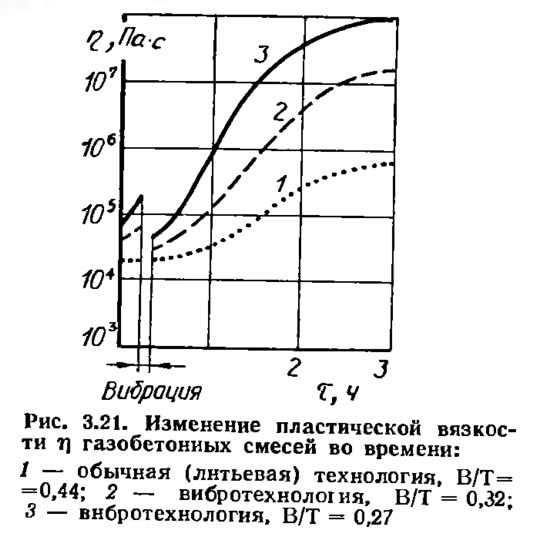
Структурообразование газобетона, изготовленного вибрационным методом, протекает значительно быстрее, чем у обычного газобетона, полученного по литьевой технологии (рис. 3.21).
При обычном вспучивании ход химической реакции вспучивания обусловлен в основном молекулярной диффузией. При вибровоздействии решающую роль начинает играть конвективный, а не диффузионный перенос, ускоряющий отвод продуктов реакции от места реакции, за счет чего она интенсифицируется.
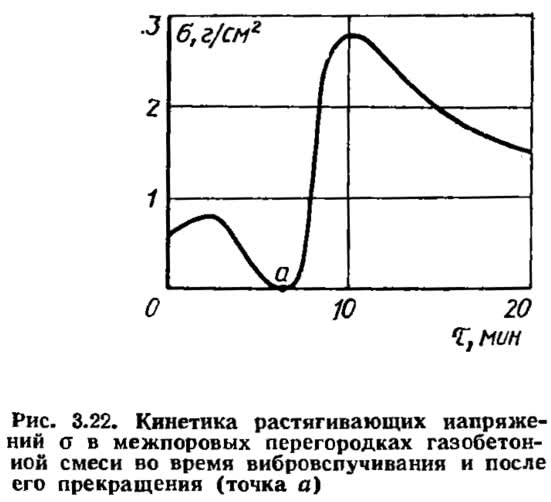
Из этого следует, что вспучивание смеси после прекращения вибрации недопустимо.
Вибротехнология газобетона по сравнению с литьевой имеет ряд преимуществ: резкий набор структурной прочности посте прекращения вибрирования; сокращение периода вызревания до 40 мин; сокращение продолжительности автоклавной обработки за счет достаточно высокой начальной прочности и сохранения внутри массива перед автоклавированием температуры порядка 60—70 °С, возникающей в результате реакции газовыделения; коэффициент конструктивного качества, прочность и морозостойкость вибровспученного бетона больше обычных; усадочные деформации меньше за счет меньшего водосодержания.
Вибротехнология применяется для получения газобетона со средней плотностью 300—1200 кг/м3.
Суть резательной технологии газобетона — расчленение сырого ячеисто-бетонного массива, имеющего достаточную прочность, на отдельные блоки и изделия при помощи специальных резательных машин.
Ячеистый массив-сырец для последующей его разрезки может быть получен по любому из вышеперечисленных способов. Однако для крупных массивов с высотой заливки 160 см и более используют только газообразование.
Формирование крупных массивов ячеистого бетона при резательной технологии имеет свои особенности, выражающиеся в:
- необходимости четкой фиксации арматурного каркаса в пространстве формы;
- заполнения формы не более чем за 2 мин;
- целесообразности введения для ускорения газовыделения добавки NaOH и КМЦ.
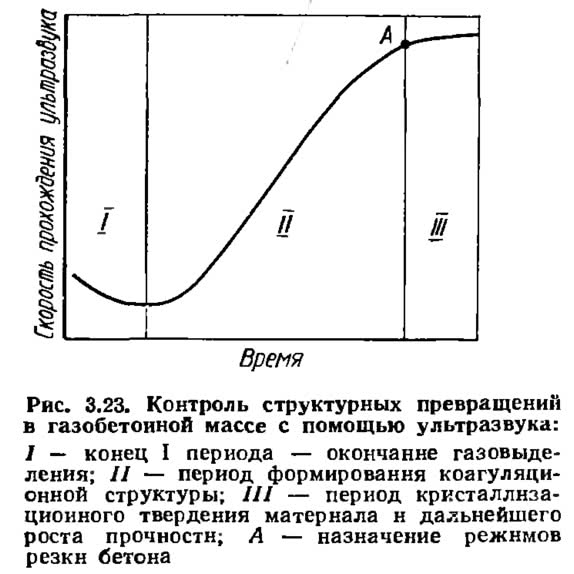
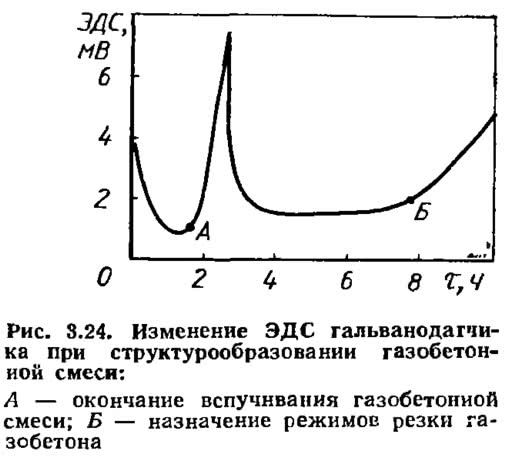
Главная задача резания ячеисто-бетонных массивов — сохранение целостности и требуемых размеров блоков. Поэтому очень важно определить момент, когда приобретенная сырцом прочность позволит произвести разрезку. Существуют различные способы определения момента назначения резки, в частности по пластической прочности, с помощью акустических импульсных и кондуктометрических методов, по изменению ЭДС гальванодатчика и др. (рис. 3.23 и 3.24). Наиболее простым и распространенным способом разрезки газобетонного сырца является способ продавливания, при котором проволока (струна) определенного диаметра протягивается через толщу массива.
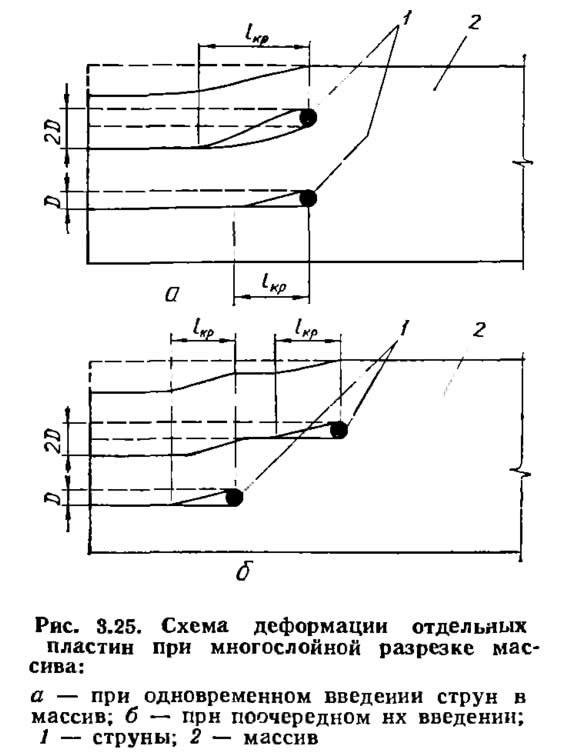
При многослойной горизонтальной разрезке массива могут появляться трещины в верхних слоях за счет увеличения деформаций слоев (рис. 3.25). Поэтому струны целесообразно ставить не в одной плоскости, а с некоторым смещением в направлении резанья на величину, превышающую lкр так, чтобы они поочередно входили в массив. Это уменьшит вероятность появления критических деформаций и трещин в блоках.
Основные способы разрезки ячеисто-бетонных массивов в различных направлениях представлены на рис. 3.26 и 3.27.
 | 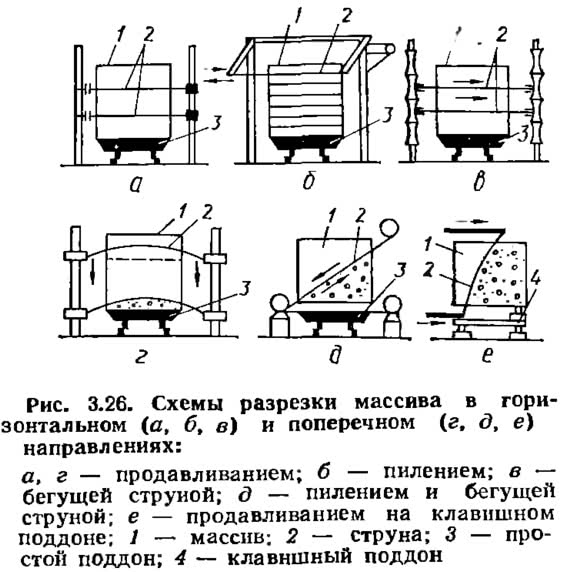 | 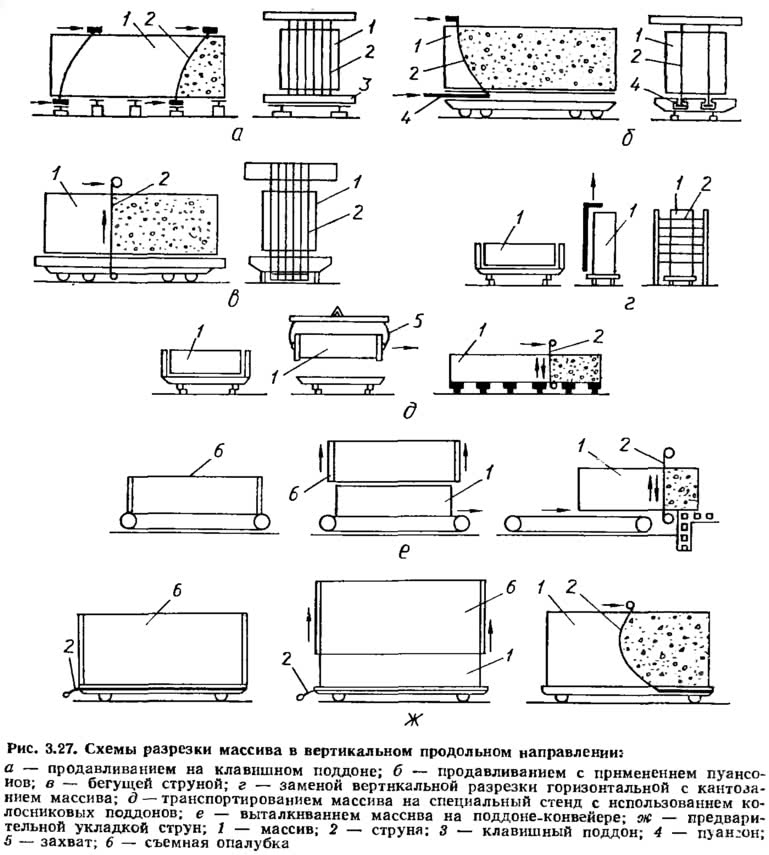 |
Более простыми являются методы продавливания с применением пуансонов (рис. 3.27, б) и метод бегущей струны (рис. 3.27, в).
При использовании гладкого поддона заслуживает внимания метод продольной резки с кантованием массива (рис. 3.27, г).
Другой прием, позволяющий формовать массив на гладком поддоне, заключается в переносе массива на специальный пост, где он разрезается во всех направлениях (рис. 3.27, д).
Применение гладкого поддона-конвейера — наиболее интересное техническое решение (рис. 3.27, е). Массив разрезается бегущей или качающейся струной в той части, которая выступает с поддона-конвейера на колосниковый поддон. Способ используется в отечественной практике и за рубежом, позволяет получать продукцию хорошего качества, требует высокой культуры производства.
Наиболее простой способ разрезки массива на гладком поддоне — способ предварительной укладки струн на дно поддона (рис. 3.27, ж). Способ не исключает отклонения струны в сторону.
После разрезки массива блоки отдельно или на поддоне направляют на автоклавную обработку.
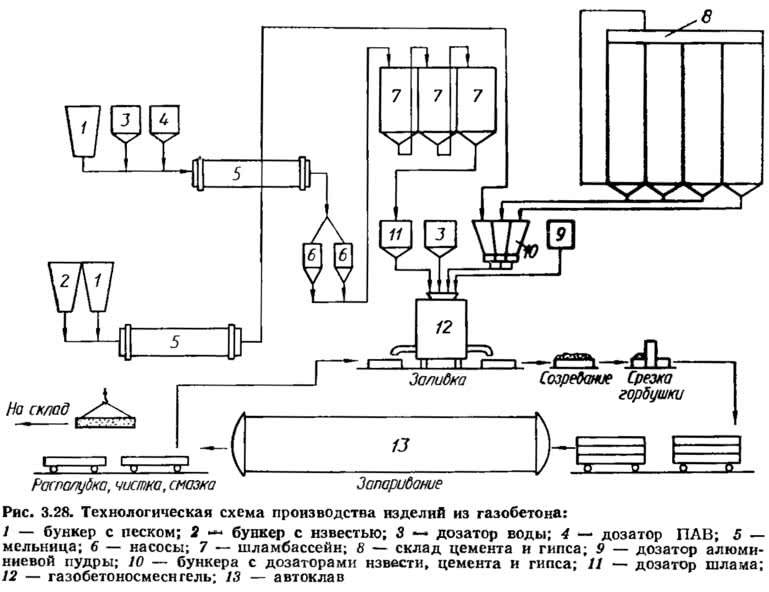
Порядок получения газобетонной смеси следующий. В передвижный газобетоносмеситель загружают песчаный шлам, известковопесчаное вяжущее и цемент и перемешивают в течение 2—3 мин. После этого в смеситель подают отдозированное количество алюминиевой пудры в виде водной суспензии или пасты и перемешивают еще 3 мин. Заливают газобетонную смесь в формы при помощи гибких рукавов смесителя.
Согласно данным ВНИИТеплоизоляция, в настоящее время на отечественных предприятиях теплоизоляционные ячеисто-бетонные изделия формуют в основном по литьевой технологии, но на некоторых предприятиях (Джамбульский завод, Архангельский КСМ, Георгиу-Дежский комбинат, Киргизский КСМ) уже перешли на более прогрессивную вибрационную технологию.

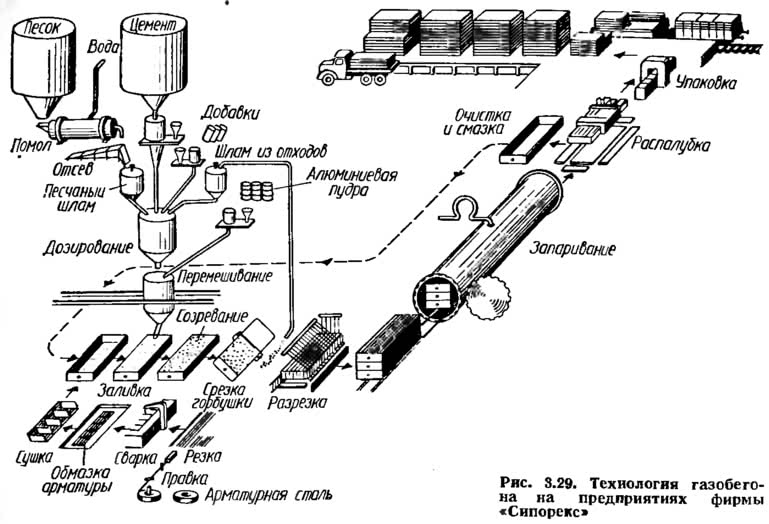
На рис. 3.29 показана технология газобетона на предприятиях фирмы «Сипорекс». Следует отметить, что наибольший вклад в развитие заводского производства изделий из газобетона и газосиликата за рубежом внесли шведские фирмы «Сипорекс» и «Ютонг».
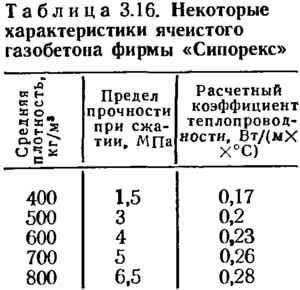
Для получения газобетона предприятия «Сипорекс» в качестве газообразователя используют тонкомолотый песок, портландцемент и алюминиевую пудру. Песок мелют мокрым способом с подачей в шламбассейны. Отдозированный и подогретый до заданной температуры шлам подают в самоходный газобетоносмеситель вместимостью 4,5 м3, куда поступают в необходимых количествах портландцемент, гипс и алюминиевая пудра. Газобетоносмеситель оснащен лопастями пропеллерного типа. Технология предусматривает отливку газобетонного массива 6x1,5x0,5 м и разрезку его на отдельные блоки и изделия, которая осуществляется через 3—4 ч после формования. Автоклавная обработка изделий производится при давлении 1 МПа. Некоторые физико-механические характеристики продукции «Сипорекс» приведены в табл. 3.16.
На рис. 3.30 представлена технология производства газосиликата на предприятии фирмы «Ютонг». В качестве вяжущего используют известь-кипелку, при обжиге которой применяют горючие сланцы. Зола от их сжигания служит кремнеземистым компонентом. Изделия получают из газосиликатного массива по резательной технологии и затем подвергают автоклавной обработке.