§ 94. Типы лесопильных и деревообрабатывающих предприятий
В зависимости от объема выпускаемой продукции деревообрабатывающие предприятия могут быть межрайонными, районными и местными.
Межрайонные предприятия наиболее мощные Они (в большинстве) располагаются непосредственно у мест заготовки древесины и выпускают 'массовую стандартную высокотранспортабельную продукцию ограниченной номенклатуры.
Районные деревообрабатывающие предприятия менее мощны. Они располагаются на территории обслуживаемого ими района, работают обычно на Привозном сырье и обеспечивают нужды строительных организаций данного района (области, края) стандартным* столярно-плотничными изделиями.
Местные деревообрабатывающие предприятия работают, как правило, на привозном сырье и выпускают в основном малотранспортабельную продукцию для нужд одной строительной организации- или одной (крупной) стройки.
Круглый лес поступает на деревообрабатывающие предприятия- по водным или железнодорожным путям. Доставленная по железной дороге древесина рассортировывается по сортам и породам и укладывается в штабеля.
Прием древесины, доставленной по воде, производится на специальных рейдах, создаваемых выше (по течению реки) завода.
Хранение древесины на бирже может быть водным (в стоячей или слабопроточной воде), влажным — в плотных штабелях с дополнительным увлажнением и сухим — в штабелях на прокладках. При сухом хранении бревна должны быть окорены (с сохранением луба) для предупреждения возможного появления наружных трещин.
Подача бревен с биржи в лесопильный цех производится: при водном хранении — цепным транспортером (бревнотаской); при, влажном или сухом хранении — на вагонетках по узкоколейным путям или продольными транспортерами.
В лесопильном цехе производится продольная распиловка бревен на брусья или доски с последующей их сортировкой, обрезкой и торцовкой. Для продольной распиловки круглого леса используются лесопильные рамы и круглопильные станки с дисковыми пилами (шпалорезки). Распиловка бревен производится двумя способами: вразвал и с брусовкой.
При распиловке вразвал бревно пропускается через лесо-раму один раз и сразу распиливается на несколько необрезных досок. Кромки досок в этом случае обрезают на специальных обрезных станках,, оборудованных одной или двумя дисковыми пилами.
При распиловке с брусовкой каждое бревно дважды пропускается через лесопильную раму. Сперва пильная рама оборудуется только двумя крайними пилами и от бревна отпиливаются два горбыля. Из оставшейся части бревна получают двухкантный брус, который затем поворачивают на 90° и вторично пропускают через лесопильную раму, но уже при всех установленных на пилораме пилах. В результате такой распиловки получают обрезные доски, которые после торцовки отправляют для дальнейшей переработки в цеха или на склад.
Сушка пиломатериалов является важным технологическим процессом, от правильной организации которого зависят не только технико-экономические показатели работы деревообрабатывающего завода, но качество, прочность и долговечность деревянных изделий и конструкций. Сушка может быть, организована на открытых складах или в специальных камерах, оборудованных тепловыми и вентиляционными установками.
Складские площадки, на которых организуется естественная сушка пиломатериалов, располагают на хорошо проветриваемых участках. Основанием каждого штабеля являются деревянные клетки или бетонные тумбы, по которым укладываются прогоны из антисептированных, брусьев. Расстояние от уровня земли до первого ряда досок не должно быть меньше 50 см, а зазоры между ними должны быть в пределах 5 — 10 см. В средней части штабеля зазоры увеличиваются до 20 — 25 см. При сушке досок и брусьев толщиной более 40 мм соседние ряды их разделяются прокладками, уложенными с шагом 0,7.и. Каждый штабель защищен плотным навесом, предохраняющим пиломатериал от непосредственного воздействия дождя, снега и солнечных лучей. Штабеля располагают отдельными группами- (секциями) по 4 параллельно расположенных штабеля в каждой. Группы отделяются друг от друга продольными и поперечными проездами.
Продолжительность сушки пиломатериалов на открытых складах зависит от первоначальной их влажности, толщины, климатического района и времени года.
Сушильные камеры — закрытые утепленные помещения, оборудованные тепловыми и вентиляционными установками, а также рельсовыми путями, по которым на вагонетках подается пиломатериал. Укладка пиломатериала на вагонетки производится вне камер на специальной погрузочной площадке. Передвижение вагонеток по камере производится с помощью электролебедок.
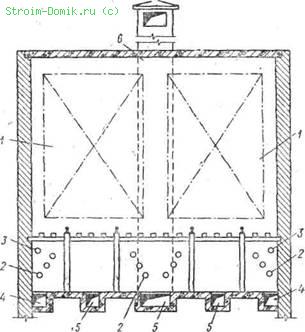
Рис. 71. Схема камерной сушилки периодического действия системы Грум Гимайло
1 — штабель лесоматериалов; 2 — калориферы; 3 — увлажнительные трубы; 4 — каналы приточной вентиляции; 5 - канал вытяжной вентиляции; 6 — вытяжная труба
Простейшей камерной сушилкой является паровая сушилка с естественной циркуляцией воздуха системы Грум Гимайло (рис. 71), которая может быть применена на небольших предприятиях. По вертикали камера разделена на две части (сушильное пространство и подвальное помещение), отделенные друг от друга воздухопроницаемой перегородкой.
В подвальном помещении размещаются: нагревательные калориферы, увлажнители воздуха, приточные воздуховоды, горизонтальная часть вытяжного воздуховода, вертикальный канал которого расположен у торцовой стены. В сушильном пространстве размещаются вагонетки с пиломатериалом. Увлажненный воздух, нагретый в .калорифере, поднимается вверх по промежутку между штабелем и стеной. Дойдя до потолка, поток теплого воздуха поворачивает и заходит в штабель. По мере испарения влаги воздух, проходя через штабель, охлаждается, становится тяжелее и опускается снова в подвальное помещение. Некоторая часть охлажденного и увлажненного воздуха удаляется через вытяжной канал, а часть повторно нагревается в калориферах и снова включается в циркуляцию. Продолжительность сушки в камерах с естественной циркуляцией воздуха составляет 5 — 6 суток.
На современных заводах для сушки древесины применяют также камеры с искусственной вентиляцией, где обмен воздуха происходит при помощи вентиляционных устройств или эжекторных установок, а также газосушильные камеры, где сушка древесины происходит при помощи горячих бездымных газов, примешиваемых к циркулируемому воздуху. Производительность таких камер в несколько раз выше производительности камер с естественной циркуляцией воздуха.
Сушка пиломатериалов может1 производиться также в горячем петролатуме (отходы нефтяной промышленности), что»дает возможность сократить время сушки в 8 — 10 раз и одновременно антисептировать древесину. Ванны с горячим петролатумом размещают в отдельных легких зданиях, оборудованных вытяжной вентиляцией (рис. 72).
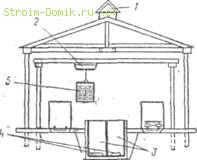
Рис. 72. Петролатумная сушилка 1 — вентиляционный короб; 2 — тельфер; 3 — ванны; 4 — нагревательные регистры; 5 — загрузочный контейнер
На дне ванн укладывают паровые регистры, которые поддерживают температуру пехролатума на заданном уровне. Погружение пакетов досок или брусьев в петролатум и извлечение их из ванн производятся мостовым краном или тельфером.
В заготовительном и сборочном цехах деревообрабатывающих предприятий производится механическая обработка пиломатериала и сборка из полученных деталей готовых изделий. Доски, поступившие в эти цеха, распиливаются на заготовки необходимой длины, ширины и толщины, после чего они обрабатываются на фуговочных, рейсмусовых и строгальных станках, где заготовкам придаются заданные размеры и форма. В таком виде полученная деталь поступает на другие станки, на которых производятся: сверление отверстий, выборка гнезд и пазов, нарезка шипов и другие операции. Окончательная чистовая обработка деталей производится на шлифовальных станках, после чего они поступают в сборочное отделение, где из них собирают изделия и конструкции.
Из сборочного отделения изделия передаются в малярное отделение или на склад.
§ 95. Столярные, плотничные и опалубочные мастерские строительных организаций Деревообрабатывающие заводы и комбинаты выпускают массовые деревянные изделия ограниченной номенклатуры. Вместе с тем при производстве работ строителям приходится
изготавливать нестандартные плотничные и столярные изделия: для временных зданий и сооружений подмости, различного рода настилы, ограждения, щиты,, опалубки и др. В связи с этим при строительных организациях (СМУ, СУ, УНР, ПМК) организуются деревообрабатывающие мастерские, где изготавливаются детали, из которых на строительных площадках собираются нужные изделия и конструкции.
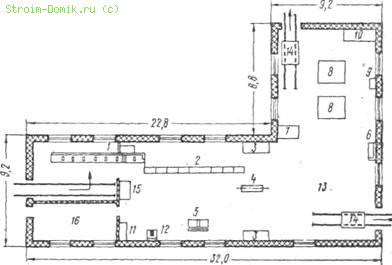
Рис. 73. Деревообделочная мастерская 1 — педальная пила: 2 — циркульная пила;' 3 — верстак; 4 — универсальный станок; 5 — фуговочный станок; 6 — ленточная »ила; 7 — верстак; 8 — сжимы; 9 — клееварка; 10 — верстак; / 1 — верстак слесарный; 12 — точило; 13 — площадка для складирования изделий; 14 — вагонетки; 15 — шкаф для инструмента; 16 — административно-бытовые помещения
Такие мастерские (рис. 73) работают только на привозных материалах, поступающих с районных или местных деревообрабатывающих заводов, многие операции в мастерских
выполняются не на станках, а с помощью механизированного инструмента. При мастерской имеется небольшой склад пиломатериалов, обеспечивающий бесперебойную работу мастерской в течение 5 — 10 дней. Склада готовой продукции при мастерской не предусматривают, так как все изделия и конструкции по мере их изготовления сразу же направляются на 'место использования; однако в самом помещении мастерской должны быть площади для кратковременного складирования изделий и деталей.
Пиломатериал в такой мастерской со склада подается на педальную пилу, где нарезается на отрезки нужной длины, а затем на циркульную пилу, где распиливается на бруски, поступающие на разметочный верстак или универсальный станок для окончательной4обработки.
Погонажные изделия (плинтусы, карнизы, рейки) распиливаются на циркульной пиле, строгаются на (фуговочном станке, а затем складируются.
Обработка, заготовок для нестандартных столярных изделий производится на ленточной пиле и при помощи комплекта механизированного инструмента (электрорубанки, электродолбежники, электросверла и др.). Полученные детали передаются на верстаки или сжимы, где из них собирают изделия.
В деревообрабатывающей мастерской должны быть клееварка и специальный верстак для проолифки изделий. Для ухода за инструментом и станками в мастерской устанавливается слесарный верстак с точилом.