Специальный граверный инструмент
При обработке поверхностей в гравируемой детали, имеющей большую площадь, наиболее трудоемкая операция – выборка лишнего металла между рисунками, буквами или цифрами. Особенно много усилий требуют обронные работы, когда металл приходится удалять на большую глубину. Для облегчения этой работы применяют специальные зубильца разных форм и размеров. На рис. 5, а изображено такое зубильце. Профиль его должен соответствовать форме выборки. Например, при выборке плоской площадки используют зубильце типа флахштихеля, при выборке полукруглой канавки – типа болтштихеля и т. д. Заточка и правка зубилец ничем не отличаются от заточки и правки штихелей. На рис. 5, б показана схема работы таким инструментом при удалении металла с гравируемой заготовки детали: зубильце направляют левой рукой, а правой наносят по его затылку короткие удары молотком. Толщину срезаемой стружки регулируют наклоном зубильца относительно поверхности гравируемого изделия.
Сечки (рис. 5, в) – это специальные молоточные подборники, которые используют для тех же работ, что и штихели. Разница заключается в том, что штихелями режут, прикладывая только усилие руки, а сечкой орудуют, нанося по ее затылку удары молотка, что также значительно ускоряет процесс удаления больших объемов металла. С помощью сечек выполняют не только граверные работы, но и делают выборку сложных фигур в пресс-формах и штампах, а также производят насечку специальных надфилей. Молоточные граверные сечки изготавливают из прутковой инструментальной стали У8 диаметром 8–10 мм и длиной 120–130 мм. На заготовке на расстоянии 20–40 мм от конца обрабатывают боковые стороны режущей части, а на токарном станке делают накатку на хвостовой части. Затем сечки термически обрабатывают до твердости HRС 52–54, после чего слегка затачивают, создавая требуемую форму. Длина режущих граней сечек не должна превышать 8–10 миллиметров.
Пуансоны и матики применяются на завершающем этапе граверных работ.
С помощью пуансонов в металле выбивают простейшие элементы узора в виде лепестков, елочек и всевозможных завитков. Рельефное изображение на рабочей части пуансона вырезает сам гравер металлографическими резцами. Перед гравировкой металл пуансона отпускают, а по ее окончании закаляют вновь.
После окончания гравирования всевозможных печатей и клейм поля между строчками, буквами и прочими обозначениями обычно получаются неровными от ударов штихелем. Красивый внешний вид изделиям придают грунтовальные чеканы или матики. Матики – это чеканы с рифленой насечкой рабочей части, предназначенные для фактурной обработки металлической поверхности, например фона (рис. 5, д). Материалом для их изготовления служат прутки квадратной пятимиллиметровой стали У8. Затылок этих инструментов делается плоским (под удар молотка), а рабочая часть со всех четырех сторон запиливается слегка на конус. На торце этого конуса гравируют пересекающиеся углубленные линии. Рельефную фактуру на рабочем торце матика можно получить и другим способом. Торцовую часть стержня устанавливают на насечку напильника и ударом молотка по ударной части получают рельефный оттиск. После механической обработки матики закаливают.
При изготовлении цифровых или буквенных пуансонов и клейм граверы используют еще один вид инструмента – зеки. Зеки различной формы применяют для внутренней выемки металла в буквах и цифрах. Делается зека из прутковой квадратной стали марки У8 сечением от 5 до 8 мм и длиной 60–70 мм. Рабочей части зеки с помощью гравирования придают форму внутреннего контура выемки (например, буквы О), а боковые грани у рабочего конца опиливают (рис. 5, г). Ударную часть зеки подрезают, а кромки опиливают. После механической обработки рабочий конец зеки подвергают термообработке.
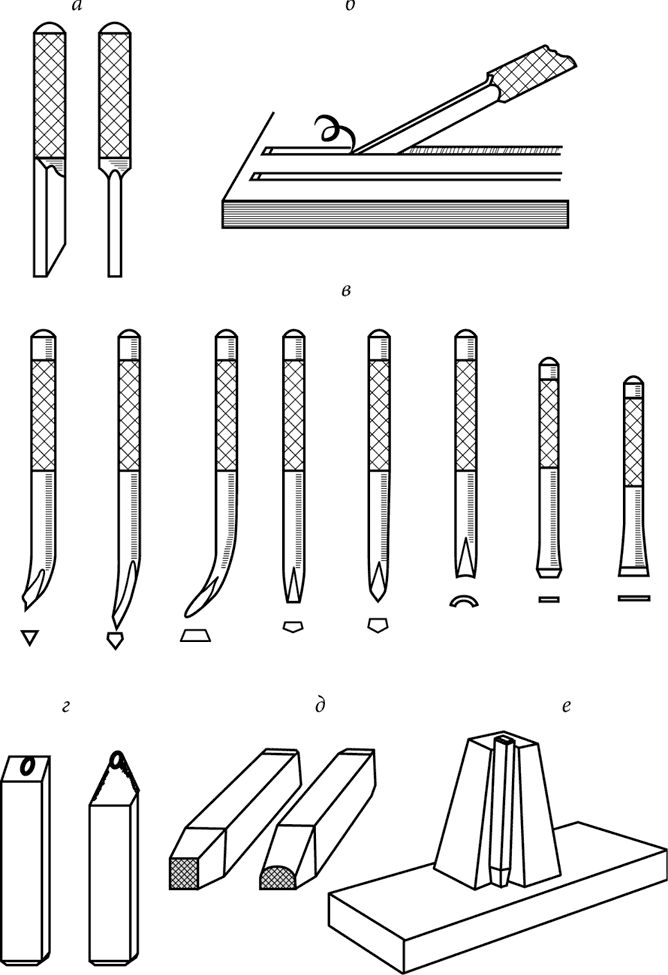
Рис. 5.
Кроме различного рода резцов, в граверном деле могут использоваться разнообразные штампы. Штамп – инструмент для обработки материалов давлением при пластической деформации (штамповании) заготовки. Основными элементами штампа являются пуансон и матрица. Пуансон – штамп с рельефным изображением букв, знаков и т. п. для выдавливания изображения при изготовлении матриц для наборных машин и других изделий.
Для того чтобы большое число цифр, букв и других знаков размером от 1,5 до 10 мм не гравировать вручную, на штампах, таблицах или шильдиках их набивают различными пуансонами, наборы которых граверы обычно изготавливают сами. Более крупные цифры и буквы штампуют на прессе специальными штампами. Угол заточки пуансона должен составлять ровно 90° относительно его оси, поэтому при изготовлении пуансонов для контроля перпендикулярности рабочей поверхности к оси пуансона следует пользоваться пространственным угольником (рис. 5, е). Заготовку будущего пуансона плотно прижимают рукой к внутреннему углу угольника, ставят на доводочный брусок и, прижимая его к поверхности, делают прямолинейные движения до тех пор, пока на рабочей поверхности пуансона не появится равномерный блеск по всей площади.
Отделку сложных вогнутых поверхностей производят рифлевками, представляющими собой напильники и надфили с различными радиусами изгиба, профилями и насечками разной частоты. Перед тем как придать надфилю задуманную форму, его накаляют на огне докрасна, затем дают медленно остыть и обматывают его рабочую часть изоляцией. Это необходимо для того, чтобы при гибке не повредить насечку. Хвостовик надфиля зажимают в тисках и изгибают рабочую часть круглогубцами. Можно применить любой другой способ гибки, например в колодке. Но во всех случаях нужно действовать осторожно. Готовые рифлевки закаляют так же, как и клинки штихелей.
Шабер применяется как для чистовой отделки металлических поверхностей, так и для удаления случайно проведенных порезок и царапин на гравируемой поверхности. Наиболее ходовыми являются трехгранные и четырехгранные шаберы. Если приобрести шабер заводского изготовления не удастся, то его можно изготовить из трехгранного или четырехгранного напильника, сточив с него насечку.
Лощильник, он же гладилка или полировальник, предназначен для полирования отдельных участков металла, особенно после обработки их шабером. Рабочей частью этого инструмента тщательно притирают поверхность, сглаживая следы работы резца. Рабочая часть лощильника должна быть тщательно отполирована. Удобные надежные сферические лощильники можно сделать из шариков от подшипников качения. Шарик приваривают к стальному стержню-хвостовику, который затем насаживают на деревянную рукоятку.