Материалы, необходимые при прокладке и ремонте водопровода
При выполнении работ по монтажу и ремонту водопровода используются различные материалы. Это листовая резина, резинотехнические изделия, уплотнители, утеплители и т. п. В этой главе будет рассказано об этих и некоторых других материалах более подробно.
Для изготовления прокладок и уплотнителей необходима листовая резина. Промышленностью выпускаются несколько ее видов: кислотощелочестойкая, морозостойкая, пищевая, маслобензостойкая, теплостойкая.
Применение листовой резины возможно при температуре от –30 °С до 50 °С.
Резинотехнические изделия – такие, как прокладки, манжеты, сальники, изготовленные промышленным способом, – хранятся при температуре от 0 до 25 °С. При этом их нужно предохранять от попадания прямых солнечных лучей, бензина и различных технических масел.
Для более герметичного соединения труб применяются уплотнители, в качестве которых используются следующие материалы:
– лента ФУМ (фторлон 4Д). Применяется как уплотнитель для резьбовых соединений, а также для набивки сальников. Устойчива к воздействию кислот и щелочей, способна выдерживать высокие температуры;
– плетеная хлопчатобумажная набивка ХБС. Используется для набивки сальников;
– льняная прядь. Применяется для уплотнения резьбовых соединений;
– паронит. Используется для герметизации раструбных, резьбовых, фланцевых соединений.
Машинное масло и глицерин применяют в ремонтных и профилактических работах. Первое используют при нарезке резьбы, в качестве охлаждающей жидкости при резке труб, а также для смазки трубы под ролик трубогиба. Второй применяют при изготовлении раструбов и буртов, используемых при прокладке трубопроводной сети, а также при сгибании ПВП– и ПВХ-труб, которые перед этим разогревают в глицериновой ванне.
В качестве утеплителей труб применяют материалы:
– стекловата и минеральная вата. Это неорганические утеплители, они не поддаются гниению и горению. Хранятся в рулонах или матах. Находят применение при теплоизоляции наружных водопроводов;
– маты из усовершенствованной стекловаты. Этот эластичный материал легче обычной минеральной ваты из-за отсутствия в нем связующих веществ. Используется при теплоизоляции труб малого диаметра;
– короба из усовершенствованной стекловаты. Это длинноволоконный теплоизолятор, волокна которого размещены поперек. Применяется для теплоизоляции мелко заглубленных или наружных трубопроводов;
– стекловолоконный лист с покрытием из минеральной ваты. Обладает упругостью и растяжимостью в продольном направлении. Используется для теплоизоляции, а также в качестве наружного покрытия. Подходит для утепления расширительных баков и накопительных емкостей;
– универсальный пенофольгированный утеплитель. Состоит из слоя полиэтиленовой пены, которая проложена между двумя листами 99%-ной алюминиевой фольги. Этот материал легко режется, не коробится, практически не впитывает влагу, легко огибает любые выступы и утолщения. Также его достоинствами являются безопасность для человека (гипоаллергенность), способность отражать тепло и изнутри, и снаружи. Подходит для теплоизоляции наружных водопроводов, а также баков, накопительных емкостей и многого другого.
Водоразборная и запорная арматура
К водоразборной и запорной арматуре, без которой невозможна работа водопроводной сети, относятся прежде всего краны, смесители, вентили.
Краны используются как для запирания, так и для отпирания подающей воду трубы. Когда кран закрыт, он должен эффективно сдерживать давление воды, а когда открыт – регулировать ее расход.
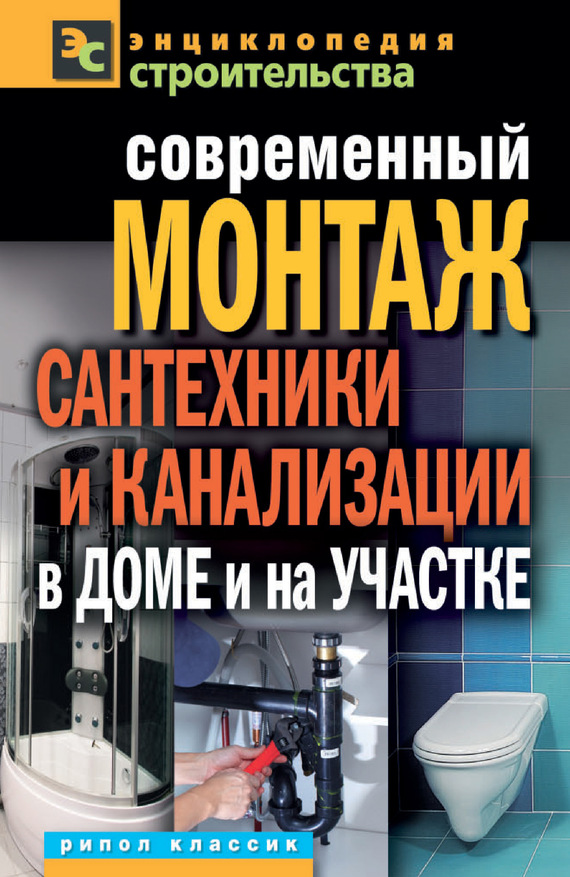
Краны бывают двух видов: настольные и настенные (рис. 79). Настольные применяют в закрытых помещениях, а настенные – в любом месте.
Рис. 79. Виды кранов: а – настенный; б – настольный
Корпус крана изготавливляется из стали или латуни и имеет носик-излив и резьбовый патрубок. Он предназначен для того чтобы поворачивать поток воды под определенным углом и проводить ее через окно с плоской «ступенькой» по окружности (седло). Именно к нему происходит прижимание прокладки клапана, в результате чего перекрывается вода.
В корпус ввинчена головка крана, которая и переводит вращение маховика в возвратно-поступательное движение. Внутри головки имеется резьба, при опоре на которую происходит движение штока с клапаном.
Краны с керамическими дисками удобны и надежны. При их эксплуатации полностью исключается течь.
По своему внешнему виду они практически не отличаются от кранов с прокладками и потому являются взаимозаменяемыми. Но при этом имеются и некоторые отличия. У кранов с керамическими дисками головка более совершенна (отсутствуют вертикальные перемещения, а опора осуществляется с помощью совмещения просветов в двух дисках), диски притерты друг к другу (скользит только один из них, другой же остается неподвижным). При повороте маховика происходит вращение одного из дисков. Когда их отверстия совпадают, начинает поступать вода.
Преимуществом крана с керамическими дисками по сравнению с кранами, имеющими прокладку и клапан, является то, что рабочий ход его маховика намного короче (повернули маховик на 90° – и вода полилась с максимальным напором, повернули еще на 90° – и кран закрыт).
Вызывают интерес вращающиеся краны с насадками. Их применяют в основном при наличии многосекционной мойки. Новинкой являются краны с панелью управления. С помощью кнопки предохранителя можно избежать повышения температуры воды, если это не требуется.
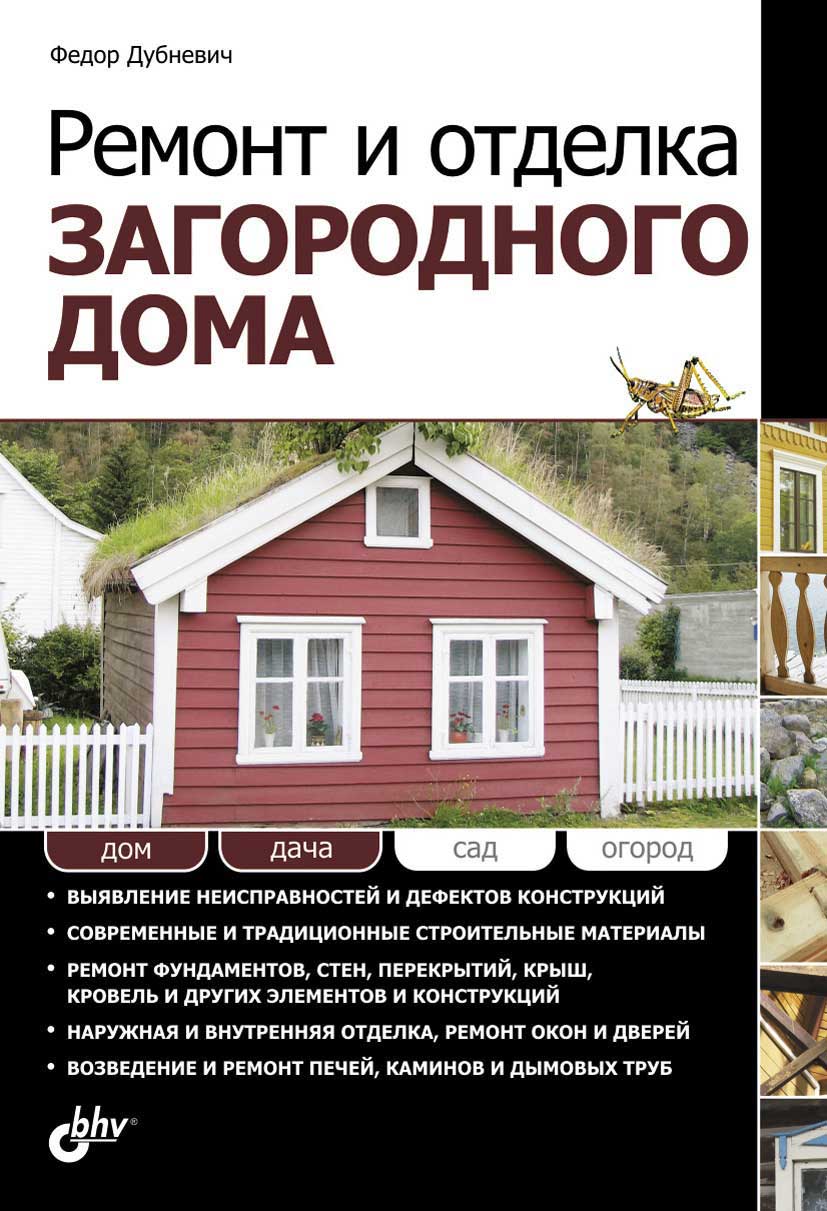
Смеситель представляет собой устройство, в корпусе которого объединены два крана для горячей и холодной воды. Смесители могут быть различными по конструкции (рис. 80), однако основное их предназначение – подача воды нужной температуры. Корпус смесителя состоит из двух патрубков для подводки горячей и холодной воды, двух гнезд для головок, а также имеет носик-излив.
Рис. 80. Некоторые конструкции смесителей: а – смеситель для кухни; б – смеситель для кухни с душевой сеткой; в – смеситель для умывальника с управляемым выпуском
Существует два типа смесителей, которые различаются по способу подключения. У настенных смесителей горизонтальная подводка воды, а у настольных патрубки располагаются вертикально под полочкой раковины.
Головки в корпусе смесителя тоже могут размещаться по-разному. К примеру, в настольном смесителе «Елочка» головки располагаются под определенным углом, но в большинстве смесителей они установлены горизонтально.
В смесителе клапан запирает лишь одно седло, поэтому ремонт одной из головок рассматривают как ремонт отдельного узла.
Крепление носика осуществлено с помощью разжимного кольца и накидной гайки. Чтобы вода не просачивалась, используют сальники или изолирующие кольца.
Для соединения с подводящими магистралями смесителя с двумя патрубками требуются специальные фитинги на подводке. В усовершенствованных смесителях имеются системы контроля потока воды и ее температуры, аэраторы, а также клапаны, с помощью которых можно подключить посудомоечную или стиральную машины. Есть конструкции, в которых предусмотрено одновременное подключение обеих машин.
Вентили используются для перекрытия воды в трубах.
В многоэтажных зданиях вентили могут быть смонтированы на трубах в различных местах, например в туалете над смывным бачком, в ванной комнате у пола, на боковых стенках туалета и в других местах. На трубах с горячей и холодной водой должны находиться отдельные вентили. Контрольный вентиль обычно располагается на самом вводе или на ответвлении от стояка.
В любой квартире у каждого санитарного прибора должен находиться специальный вентиль, чтобы была возможность перекрыть поступление воды, если возникнет неисправность и надо будет срочно производить ремонт. Вентили по принципу действия и устройству сходны с кранами (рис. 81). Так же как и у кранов, у вентилей имеется окно во внутренней перегородке корпуса для прохождения воды, клапан с прокладкой и шток с возвратно-поступательным ходом, расположенный в головке корпуса.
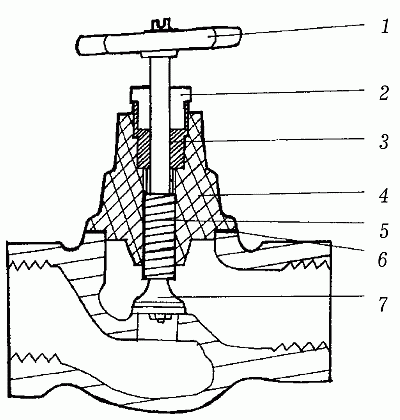
Рис. 81. Устройство вентиля: 1 – маховик; 2 – втулка; 3 – набивка сальника; 4 – корпус головки; 5 – резьба штока; 6 – изоляция; 7 – клапан с прокладкой
Но элементы конструкции вентиля должны быть более надежны по сравнению с краном, так как в рабочем состоянии вентиль всегда открыт. Колоссальной нагрузке подвергается контрольный вентиль на вводе.
Материалами для изготовления вентилей служат латунь и ковкий чугун. Если в квартире установлены чугунные вентили, желательно иметь про запас новую головку корпуса в сборе со штоком, так как со временем из-за ржавчины стальной шток может срастись с чугунной головкой корпуса. Предпочтение лучше отдавать чугунным вентилям с латунными штоками, так как они более долговечны.
При покупке нового вентиля следует обратить особое внимание на конструкцию клапана. Он должен быть хорошо заметен в одной из сторон подсоединения труб.
Также нужно убедиться в том, что на клапане имеется прокладка, закрепленная гайкой.
На стороне клапана, примыкающей к седлу, может быть ровная поверхность. Для установки в домашних условиях такой вентиль не подходит. Он будет плохо сдерживать воду, так как считается паровым.
Обычно вентиль находится в положении «открыто». За-крывают его только в том случае, если следует провести ремонт кранов, труб или сантехнических приборов.
Арматура играет чрезвычайно важную роль и, естественно, должна находиться в рабочем состоянии. Если краны и смесители всегда на виду и находятся в постоянном пользовании, а, следовательно, чаще нуждаются в починке, то о вентилях вспоминают только в тех случаях, когда необходимо перекрыть воду для проведения текущего ремонта.
Виды труб
Правильный выбор труб во многом влияет на надежность работы трубопровода и позволяет значительно увеличить срок его службы.
Трубы должны быть долговечными, устойчивыми к воздействию грунта, подземных вод и блуждающих токов, выдерживать внутреннее давление воды, иметь гладкую внутреннюю поверхность и водонепроницаемые стенки, а также, что немаловажно, доступную стоимость. Выпускаемые современной промышленностью трубы в большей или меньшей степени соответствуют предъявляемым к ним требованиям. В этой главе речь пойдет о существующих в настоящее время видах труб, а также об их основных характеристиках.
Трубы различаются по материалам, из которых они изготовлены.
Выбор труб зависит, во-первых, от их назначения, во-вторых, от способа их прокладки.
Стальные трубы чаще всего применяют для систем водоснабжения. При выборе таких труб учитывают широкий диапазон их диаметров, марок стали, толщины стенок и т. д.
Стальные трубы могут быть как бесшовными, так и сварными. Первые более надежны, однако они и стоят дороже вторых. Бесшовные стальные трубы обычно применяют в том случае, если невозможно использование сварных труб. Сварные трубы различаются по химическому составу и механическим свойствам, поскольку изготовляются из разных видов стали.
Трубы данного вида отличаются достаточно высокой прочностью и пластичностью. Они выдерживают большое внутреннее давление, а также обладают значительно меньшим, по сравнению с чугунными, весом. К недостаткам этих труб можно отнести их подверженность коррозии и сравнительно небольшой срок службы.
Стальные трубы могут быть как с антикоррозийным покрытием, так и без него. В качестве покрытия используется цинк, который напыляют электролитическим способом. Оцинкованные трубы не нуждаются в покрытии краской и дополнительной грунтовке. Защищать от ржавчины следует только те участки труб, на которых нарезана резьба.
Стальные оцинкованные и неоцинкованные трубы имеют различную длину. Они могут быть с резьбой на одном или обоих концах или без нее.
Основной способ соединения стальных труб – сварка. Поэтому обязательно надо учитывать их свариваемость (с увеличением содержания углерода в трубах она ухудшается).
Асбестоцементные трубы производятся из смеси асбестоцементного волокна и портландцемента. Трубы этого вида имеют несомненные преимущества: малую массу, небольшую теплопроводность, стойкость к коррозии, легко поддаются механической обработке. Даже при длительной эксплуатации они сохраняют гладкую внутреннюю поверхность.
К их недостаткам можно отнести хрупкость, поэтому при монтаже асбестоцементных труб следует соблюдать осторожность. При ударах и транспортировке в трубах могут появиться трещины. Внешняя поверхность таких труб подвержена коррозии, и этот факт тоже надо учитывать, устраивая противокоррозионную защиту.
Асбестоцементные трубы укладывают в грунт, исключающий просадку, чтобы предотвратить изгиб, в результате которого нормальная работа трубопровода будет нарушена. При выборе асбестоцементных труб особое внимание обращают на торцы. Расслоение материала и обломы недопустимы.
Чугунные трубы выпускают нескольких типов. Главным недостатком труб из серого чугуна является то, что они плохо сопротивляются динамическим нагрузкам. Трубы из ковкого чугуна находят более широкое применение. Они выдерживают большие нагрузки и обладают хорошими пластическими свойствами.
В идеале стенки чугунных труб не должны иметь свищей, швов и шлаковых включений. На изломе материал должен быть однородным, плотным, мелкозернистым. Трещины и другие скрытые изъяны чугунных труб можно обнаружить простукиванием.
У чугунных труб имеются недостатки. К ним относятся: большая масса, значительный расход металла на 1 м длины трубопровода (если сравнивать со стальными трубами), а также потеря прочности в солончаковых почвах.
Учитывая свойства чугунных труб, не стоит применять их в районах со слабыми грунтами и в сейсмически опасных зонах. В целях защиты от коррозии чугунные трубы внутри и снаружи необходимо покрывать расплавленным нефтяным битумом или слоем забеленного чугуна высокой прочности. Помимо антикоррозийных свойств, покрытие делает внутреннюю поверхность труб более гладкой.
Пластмассовые трубы обладают множеством достоинств, выгодно отличающих их от других. Это устойчивость к коррозии, морозостойкость, сохранение пластичности при пониженной температуре (если вода в них замерзает, трубы просто расширяются, а после оттаивания жидкости – сужаются), низкая теплопроводность, хорошая пропускная способность, малый вес, простота обработки и сварки. Трубы из пластмассы – прекрасные диэлектрики. Единственным недостатком таких труб является их невысокая прочность.
Пластмассовые трубопроводы подходят для прокладывания, в сейсмически опасных зонах, в болотистой и гористой местности.
При изготовлении пластмассовых труб используются следующие материалы: полипропилен, поливинилхлорид, полиэтилен и ряд других.
Поливинилхлорид и полиэтилен часто используют в домашних условиях в связи с тем, что они легко поддаются сварке. Трубы из полиэтилена рекомендуется использовать при низких температурах воздуха.
Чтобы замедлить старение и износ пластмассовых труб, их надо защищать от попадания прямых солнечных лучей.
Пластмассовые трубы не должны иметь вздутий и трещин. Их поверхность должна быть гладкой, торцы – зачищенными от заусенцев и строго перпендикулярными к оси. Поэтому при покупке таких труб надо быть внимательным.
Металлополимерные трубы были разработаны относительно недавно и имеют много положительных свойств. Они устойчивы к коррозии, химически нейтральны, в них не накапливаются отложения. К тому же они легко гнутся вручную и без труда огибают даже выступы стен. Имея столь фантастическую гибкость, эти трубы не теряют своей прочности. Также к несомненным достоинствам таких труб можно отнести и долгий срок их службы – 50 лет и более.
При монтаже металлополимерных труб не требуется точная подгонка размеров.
Гибкие металлополимерные трубы изготавливают из высокопрочного полиэтилена (несколько слоев сваривают внахлестку) и прослойки из алюминия (рис. 82).
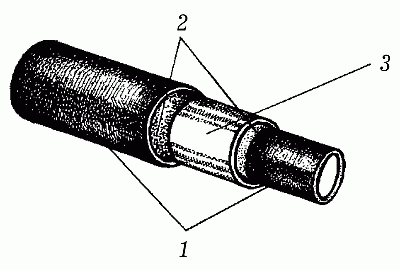
Рис. 82. Металлополимерная труба: 1 – слои полиэтилена; 2 – связующий слой; 3 – алюминий
Эти трубы продаются в комплекте с установочными тройниками, разделителями и другой арматурой, что дает возможность стыковать их с помощью герметичных соединений с трубами и приборами из пластмассы, бронзы, стали, латуни, что значительно облегчает монтаж.
Фасонные части
Фасонные части, имеющие антикоррозийную защиту, используются при выполнении поворотов, переходов от одного диаметра трубы к другому, ответвлений. Их используют при соединении:
– стальных электросварных труб со спиральным швом диаметром 254 мм с антикоррозийным этинолевым покрытием;
– стальных тонкостенных спирально-шовных труб диаметром 254 мм с двусторонним цинковым покрытием;
– стальных труб, имеющих толщину стенок 168...1220 мм;
– стальных тонкостенных электросварных труб диаметром 168...426 мм со спиральным швом;
– стальных тонкостенных труб диаметром 200...400 мм с лакоэтинолевым покрытием;
– асбестоцементных труб диаметром 150...500 мм;
– полиэтиленовых труб диаметром 160...300 мм;
– чугунных труб диаметром 150...400 мм.
Для соединения труб применяют переходы, тройники, отводы, кресты и патрубки.
Переходы используют в трубопроводах для устройства переходов от одного диаметра труб к другому (рис. 83).
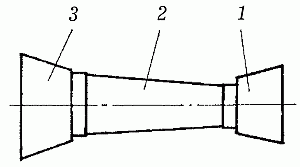
Рис. 83. Переход: 1 – втулка; 2 – переход; 3 – раструб
Тройники применяют для устройства ответвлений на трубопроводах. Тройники бывают равнопроходными и переходными (рис. 84).
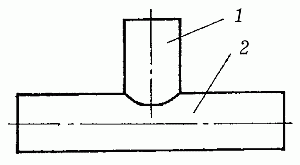
Рис. 84. Переходной тройник: 1 – штуцер; 2 – ствол
Отводы служат для устройства поворотов трубопроводов под углом 90° (рис. 85).
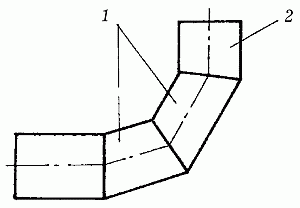
Рис. 85. Отвод: 1 – сектор; 2 – полусектор
Кресты используют для устройства ответвлений трубопроводов (рис. 86).
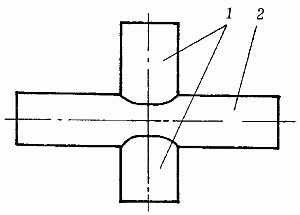
Рис.86. Крест: 1 – штуцер; 2 – ствол
Для установки трубопроводной арматуры на трубопроводах применяют патрубки (рис. 87).
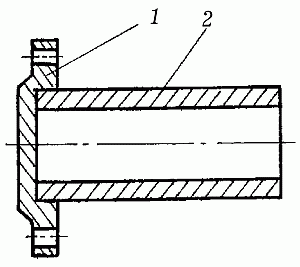
Рис. 87. Патрубок: 1 – фланец; 2 – патрубок
Стенки фасонных частей могут быть разной толщины. Это зависит от срока службы трубопровода, для которого они применяются. Для стальных труб используют фасонные части, рассчитанные на рабочее давление 2 МПа, а для остальных труб – 1,5 МПа.
Соединение фасонных частей с трубами производят по-разному. Например, с гладкими концами стальных труб фасонные части соединяют сваркой. Чугунными муфтами стыкуют стальные тонкостенные трубы с обечайками, чугунные с гладкими концами и асбестоцементные трубы.
С помощью втулок и раструбов соединяют концы тонкостенных стальных труб. Обточенный конец асбестоцементной трубы можно соединить с необточенным концом трубы такого диаметра с помощью перехода с раструбом и гладким концом. Фасонные части с полиэтиленовыми трубами стыкуются на фланцах.
Способы соединения труб
Соединения труб подразделяются на разъемные и неразъемные. Выбор соединения зависит в первую очередь от материала, из которого изготовлены трубы, использующиеся для прокладки водопровода.
Неразъемными называются соединения, которые разъединяются только в том случае, если разрушить крепление или деталь. Они производятся путем сварки и склеивания.
Сварка соединяет трубы наиболее прочно и надежно. Производят ее встык или враструб.
Сварку враструб осуществляют путем одновременного оплавления нагревательным инструментом наружной поверхности гладкого конца трубы и тонкого слоя внутренней поверхности раструба. После этого нужно очень быстро вдвинуть конец трубы в раструб.
Сварку встык производят, оплавляя нагревательным инструментом, а затем соединяя оплавленные поверхности при незначительном давлении.
В домашних условиях из-за отсутствия сложного оборудования применимы не все виды сварки. Чаще всего используют газовую и дуговую электросварку. Прежде чем производить сварку, предварительно промывают замасленные места труб раствором каустической соды, а затем теплой водой. После этого обрабатывают места сварки напильником и органическим растворителем и опиливают кромки.
Газовая сварка позволяет соединять металлы и пластмассу. Принцип действия такой сварки очень прост: при сгорании газа образуется пламя, расплавляющее присадочный материал – проволоку, которая заполняет зазор между кромками деталей, образуя таким образом сварной шов.
Дуговую электросварку также широко применяют для соединения труб. Эта электросварка производится с помощью электродов, как плавящихся, так и неплавящихся (вольфрамовых или угольных). Во втором случае в зону плавящейся дуги вводят присадочный материал.
Если сварка сделана правильно, на поверхности труб не появятся свищи, а линия спая будет малозаметной.
Помимо сварки неразъемные соединения производят и с помощью склеивания, которое выполняется путем введения между поверхностями деталей слоя клея. Обычно используются следующие виды клея: эпоксидный (для металла и пластмассы), БФ-2 (для пластмассы и металла), 88Н (для металла с резиной и резины с резиной).
У данного способа соединения, по сравнению со сваркой, много преимуществ. Склейка не требует повышения температуры, в результате детали не деформируются. Этим способом можно соединять разнородные металлы и неметаллические материалы.
Прежде чем приступить к склеиванию, подготавливают поверхности. Сначала удаляют следы ржавчины, грязи и жира. Для очистки от ржавчины и грязи используют шлифовальные шкурки или металлические щетки. Жир и масла удаляют с помощью бензина или ацетона. Если склеивание осуществляют клеем 88Н, то применяется бензин, а если используют ЭДП и БФ-2 – ацетон.
Склеивают детали следующим образом. Сначала на поверхность наносят кисточкой первый слой клея и дают ему высохнуть. БФ-2 сохнет в течение 1 часа при температуре 20 °С, 88Н – 15 минут на свежем воздухе, а при использовании ЭДП сушка вообще не требуется.
Когда первый слой высохнет, наносят второй. Затем детали сразу же соединяют и прижимают их друг к другу струбцинами. Прилегание деталей должно быть плотным. Срок выдерживания склеенных деталей разный и зависит от вида клея. Например, если используется ЭДП, то выдержка происходит в течение 2–3 суток при температуре 20 °С, БФ-2 – 3–4 суток при 20 °С, 88Н – 1–2 суток при 20 °С под грузом.
Выдержав клееный узел в течение определенного срока, швы очищают от подтеков клея.
Разъемными называются соединения – это такие соединения, которые легко разбираются на отдельные детали. К ним относятся соединения на резьбе (с помощью фитингов) и фланцевые. Соединение труб на фитингах используют для труб с резьбой на концах. При этом применяют фитинги – фасонные соединительные части, которые изготовляются из ковкого чугуна, стали, пластмассы. Их использование дает возможность соединять трубы под нужным углом, делать необходимые ответвления, переходы от одного диаметра трубы к другому.
Фитинги из ковкого чугуна для прочности имеют буртики по торцам. Стальные фитинги – гладкие, без буртиков и выступов. Промышленность выпускает и пластмассовые шестигранные фитинги под гаечный ключ.
Соединение с помощью фитингов должно быть прочным, что обеспечивают плотным прижиманием друг к другу ниток резьбы. Чтобы достичь герметичности при свинчивании труб с резьбой, предварительно смазывают нарезанные части белилами или свинцовым суриком.
Если же нужно добиться более надежного соединения труб с резьбой, пользуются льняной или пеньковой подмоткой с суриковой замазкой. Для ее приготовления берут 2 части (по массе) сурика и одну часть вареного масла.
Короткую резьбу на трубах применяют для неразъемных соединений труб фасонными частями. На смонтированном трубопроводе разъединить такое соединение можно, только разрезав трубы.
Чтобы соединить трубы с короткой резьбой, необходимо на каждом их конце нарезать резьбу так, чтобы она на 2–3 витка не доходила до середины муфты. Это создаст своеобразное заклинивание, благодаря которому получится очень прочное соединение.
Соединение труб на фланцах предполагает, что фланцы прикрепляют к трубам на резьбе или с помощью сварки (рис. 88).
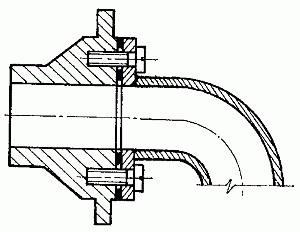
Рис. 88. Соединение труб на фланцах
При этом способе необходимо следить за соблюдением соосности трубопроводов, а также параллельности торцов соединяемых фланцев.
Сборка труб на фланцах состоит в установке между фланцами прокладок, поверхность которых должна быть ровной, без складок и морщин.
Соединение стальных труб имеет свои особенности. Эти трубы выпускаются длиной от 4 до 12 м. Диаметр отверстий труб – от 15 до 400 мм. Давление, выдерживаемое стальными трубами, – от 0,1 до 5 МПа.
Чаще всего стальные трубы сваривают. Используют для этого в основном газо– и электросварку. Так достигается равнопрочность конструкции трубопровода.
При монтаже водопроводной сети из стальных труб не требуется большое количество стыковых соединений, что значительно упрощает работу.
Тонкостенные стальные трубы с антикоррозийным покрытием монтируют раструбными и муфтовыми соединениями с применением резиновых уплотнителей.
Отдельные отрезки стальных труб можно соединять на резьбе с помощью фитингов. Последние используются обычно в домашних условиях при сборке трубопровода в местах его поворотов, разветвлений, при переходе от одного диаметра труб к другому. Безрезьбовые стальные трубы соединяют на фланце – плоском кольце, на окружности которого имеются отверстия для болтов и шпилек.
Преимуществом соединения труб с помощью фитингов и фланцев является то, что при необходимости можно произвести демонтаж трубопровода, не повреждая при этом его отдельные части. К сожалению, при соединении труб сваркой эта возможность полностью исключается.
Чугунные трубы имеют длину 2–7 м и толщину стенок 10–12 мм. Они выпускаются с раструбами на одном конце, служащими для соединения деталей в трубопроводе. Длина раструба составляет 60–80 мм и зависимосит от диаметра трубы.
При соединении чугунных труб зазор раструба заделывают уплотнителями и цементным раствором, для приготовления которого к 9 весовым частям цемента добавляют 1 весовую часть воды.
При монтировании водопроводных сетей из чугунных труб используют, помимо раструбов, фланцы. Применяя их, на водопроводных линиях устраивают различные ответвления и устанавливают необходимую арматуру.
Соединение асбестоцементных труб зависит от их вида. Такие трубы бывают безнапорными и напорными, обычно выпускаются длиной 3 и 4 м и имеют диаметр от 100 мм и более.
В трубопроводах из асбестоцементных труб чаще всего используют чугунные фасонные детали, которые соединяют с трубами с помощью муфт. Допускается использование прямых цилиндрических муфт из асбестоцемента, а также чугунных.
Пластмассовые трубы выпускаются четырех типов: легкие, среднелегкие, средние и тяжелые. Рассчитаны они соответственно на рабочее давление 0,25; 0,4; 0,6 и 1 Мпа. Пластиковые трубы имеют различную длину (3, 6, 8, 10, 12 м) и разный диаметр (40, 50, 85, 100 мм).
Соединяют эти трубы несколькими способами. Это может быть тепловая сварка или склеивание (неразъемный способ), а также соединение с использованием резиновых колец, фланцев, накидных гаек (разъемный способ). Склеивают или сваривают теплой сваркой обычно пластиковые трубы диаметром 100 мм и более.
Если трубопровод из пластмассовых труб смонтирован методом сварки, то необходимо помнить, что в стыковых швах прочность соединений на 10% ниже прочности самих труб.
При монтаже трубопровода из пластмассовых труб часто используют фасонные части из полиэтилена.
Нарезание резьбы
Для нарезания резьбы нужны следующие инструменты: трубный прижим и вороток с набором плашек. Процесс изготовления резьбы при помощи этого набора показан на рис. 89.
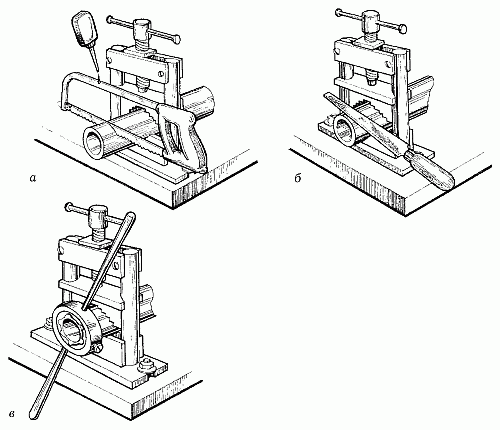
Рис. 89. Нарезание резьбы в трубном прижиме: а – подготовка отрезка трубы необходимой длины; б – снятие фаски под плашку; в – нарезание резьбы
Отличие плашек друг от друга зависит от типа резьбы и ее диаметра. Каждая плашка на торце имеет клеймо, в котором содержится необходимая информация. При этом особое внимание нужно обратить на обозначение резьбы и марку стали, из которой изготовлена плашка. Чаще всего при соединении труб применяют дюймовую цилиндрическую резьбу. Если в клейме стоит буква «Л», то это означает, что плашка имеет левостороннюю резьбу. Марка стали важна в том случае, если предстоит нарезать резьбу на высокопрочной нержавеющей стали.
Для выполнения этой операции используют плашку, имеющую маркировку Р18 (а еще лучше Р18Ф2, где «Ф» – это содержание в инструментальной стали до 2% ванадия в качестве легирующей добавки), или же плашку с маркировкой Р9.
Кроме этого, плашки бывают разрезными и неразрезными. Первые дают возможность выполнить работу с большей точностью, то есть с их помощью резьбу можно проходить в несколько заходов. При этом стопорным винтом следует корректировать диаметр резьбы.
При монтаже трубопроводов работают только разрезными плашками соответствующего диаметра, потому что они позволяют нарезать резьбу со сбегом. Иногда для выполнения резьбы применяют раздвижные плашки, закрепленные в специальных косых клуппах с номерами от 1 до 6.
Существует несколько видов резьбы, каждый из которых предназначен для определенного вида соединений.
По своему предназначению резьба делится на пять видов (рис. 90): треугольная, трапециевидная, прямоугольная – для деталей, передающих движение; упорная – для механизмов, которые подвержены большому одностороннему давлению; круглая – для монтажа трубопроводов.
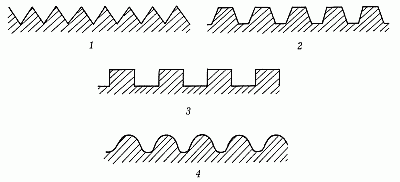
Рис. 90. Виды резьбы: 1 – треугольная; 2 – трапециевидная; 3 – прямоугольная; 4 – круглая
Кроме этого, резьба может быть правой и левой, внутренней и наружной. Пример правой и левой резьбы показан на рис. 90. Внутреннюю резьбу (в отверстиях) нарезают метчиками, имеющими квадратную хвостовую часть, которой они и закрепляются в воротке.
Для выполнения правой, считающейся основной, и левой резьбы существуют различные метчики. Они, как правило, продаются в комплекте из чернового, имеющего одну риску по окружности в хвостовой части (в этом же месте ставят диаметр и шаг резьбы), среднего, имеющего две риски, и чистового, у которого три риски, метчика.
Резьбу нарезают в три прохода, то есть сначала черновым метчиком, затем средним и потом чистовым.
Для получения резьбы высокого качества самым важным условием является правильное определение диаметра высверливаемого отверстия. Этот диаметр должен быть несколько большим, чем внутренний, и несколько меньшим, чем наружный диаметр самой резьбы. В бытовых условиях это можно сделать, используя простую формулу. Если это стальная деталь, то из величины наружного диаметра резьбы следует вычесть величину ее шага. Допустим, наружный диаметр резьбы составляет 5 мм, шаг резьбы равен 0,5 мм.
Теперь из 5 нужно вычесть 0,5 – получилось 4,5 мм (диаметр нужного отверстия). Если заготовка из чугуна, то задача несколько усложняется. В этом случае величину шага резьбы (0,5 мм) умножают на коэффициент 1,1. Далее из величины наружного диаметра резьбы вычитают полученное произведение, то есть 0,5 х 1,1 = 0,55 мм; 5 х 0,55 = 4,45 мм. Это и будет размер нужного отверстия.
После того как отверстие изготовлено, конец чернового метчика смазывают машинным маслом и вставляют в полученное отверстие. Затем вороток метчика поворачивают до тех пор, пока он не врежется в металл и не будет иметь устойчивое положение. После этого вороток вращают обеими руками, перехватывая его через каждые пол-оборота. Выполнив 2–3 оборота по направлению резьбы, возвращают метчик на пол-оборота назад. Если стружка будет ломаться, это облегчит работу и даст возможность получить резьбу высокого качества. Точно так же отверстие обрабатывают вторым, а потом и третьим метчиками.
При работе с медью, бронзой, алюминием метчик довольно быстро забивают стружками. Поэтому во время обработки отверстия его нужно периодически вынимать и щеткой сметать с него стружку.
Нарезка наружной резьбы на стержнях для получения болтов, винтов, шпилек и прочих деталей производится с помощью плашек. Вначале подбирают стержень нужного диаметра. После этого его вставляют в тиски, зажимают и на конце при помощи напильника снимают небольшую фаску, которую смазывают машинным маслом.
Плашку вставляют в плашкодержатель и закрепляют зажимными винтами. На конец стержня, зажатого в тисках, кладут плашку и одной рукой начинают осторожно ее вращать по направлению резьбы. Другой рукой головку плашки прижимают к стержню.
После того как инструмент врежется в металл, берутся за плашкодержатель обеими руками и вращают его таким образом: 2–3 оборота вперед и пол-оборота назад. Эти действия продолжают до тех пор, пока резьба не приобретет заданную длину. В процессе нарезания резьбы нужно следить, чтобы плоскость плашки была всегда строго перпендикулярна к стержню, иначе резьба перекосится.
В конце работы проверяют точность резьбы, навинчивая на стержень гайку соответствующего диаметра. Свежая резьба, как правило, имеет заусенцы, поэтому во избежание травм ее нельзя трогать руками.
Таким же образом выполняется резьба на трубах различного диаметра.