Технология сварки элементов конструкций
Стык колонн Н-образного сечения сваривают в проектном положении (рис. 46) в такой последовательности. Сначала стык стенки (шов 1) сваривают с одной стороны, а после удаления корня шва — с другой. Для улучшения условий сварки стыков полок с внутренней стороны рекомендуется в местах сопряжения стенки с полками не доваривать шов 1 на длину 80— 100 мм. Затем сваривают стыки полок с внутренней стороны колонны (швы 2), удаляют корень шва в стыках полок. Сваривают стыки полок с наружной стороны колонны (швы ), доваривают ранее недоваренные участки стыкового шва стенки (шов /). В конце сваривают участки поясных швов, недоваренные заводом-изготовителем.

46 Последовательность (1-3) сварки колонны Н-образного сечения в проектном положении
При сварке подкрановых балок необходимо руководствоваться следующими положениями. Перед сваркой нужно удалить прихватки на участках поясных швов, недоваренных заводом-изготовителем из-за технологических особенностей монтажной сварки; очистить кромки свариваемых деталей; собрать стык с помощью сборочных приспособлений; зафиксировать требуемый зазор и устранить смещение кромок стыкуемых элементов; установить на полках с помощью прихваток выводные планки. Последовательность сварки стыка подкрановой балки определяется толщиной свариваемых элементов и размерами поясов и стенки. В случае соизмеримости сечений и размеров стенки и поясов балки первым следует сваривать стык стенки, затем стыки поясов. Если сечение стенки существенно меньше сечения поясов и особенно, если высота стенки значительно превышает ширину поясов, первыми рекомендуется сваривать стыки поясов, при этом сначала сваривают стык нижнего пояса.
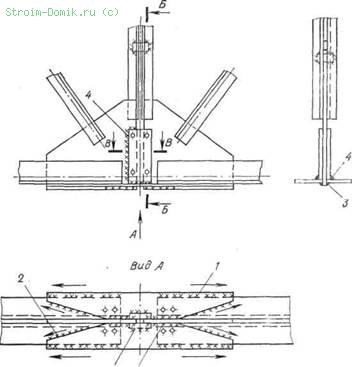
Сварку при укрупнении стыка подкрановой балки, имеющей сравнительно большую высоту стенки (свыше 2 м) производят следующим образом (рис. 47).

47. Последовательность (1—12) сварки стыка подкрановой балки при укрупнении
На первой позиции сваривают стык нижнего пояса с внутренней стороны балки (шов /), стык другого пояса с внутренней стороны балки (шов 2) и стык стенки (шов 3) После этого балку кантуют на 180°. На второй позиции сваривают стыки поясов с внутренней стороны балки (швы 4 и 5), удаляют корень шва в стыках стенки и поясов (сечение А—А), сваривают стыки поясов с наружной стороны балки (швы 6 и 7), сваривают стык стенки (шов 8) и затем недоваренные заводом-изготовителем участки поясных швов (швы 9 и 10). Балку снова кантуют на 180°. На третьей позиции удаляют корень шва верхнего пояса балки (шов 10), сваривают участки поясных швов (швы 11 и 12) и снимают усиление стыкового шва верхнего пояса балки. Последовательность сварки в проектном положении стыка подкрановой балки, имеющей высоту стенки более 2 м, представлена на рис. 48.
Сборку и сварку стыка балки коробчатого сечения выполняют с соблюдением общих требований относительно сборки и сварки балок, рассмотренных выше.

48. Последовательность (1—4) сварки стыка подкрановой балки проектном положении
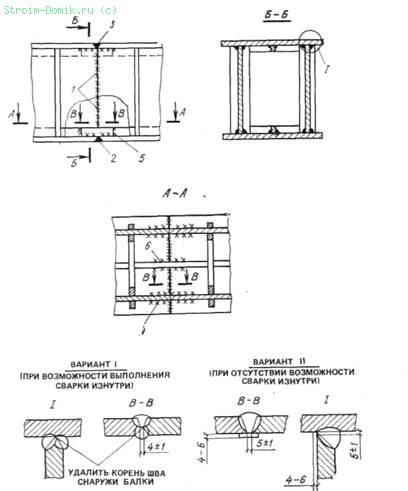
49. Последовательность (1—6) сварки балки коробчатого сечения (швы 5 и 6 относятся к варианту I)
Если с внутренней стороны балки невозможно накладывать швы в соединениях, где по проекту требуется полное проплавление, необходимо вести сварку на остающихся подкладках, которые устанавливают при сборке (рис. 49, вариант II). Сварку балки коробчатого сечения можно выполнять в такой последовательности (см. рис 49): сваривают поочередно стыки стенок (швы /); стыки нижнего и верхнего поясов (соответственно швы 2); участки поясных швов, недоваренные заводом-изготовителем (швы 4); стыковые швы вставок горизонтальных ребер (швы 5); поясные швы вставок горизонтальных ребер жесткости (швы 6). Поясные швы 6, соединяющие вставки ребер с поясами, не должны доходить до границы стыковых швов поясов (до швов 2 и 3) на 40—50 мм.
50. последовательность 1-4 сварки нижнего пояса стропильной фермы
Сборку стыков ферм с поясами из элементов трубчатого сечения, рекомендуется производить на прихватках, а с поясами из уголков или другого профильного проката— на болтах. Перед сборкой необходимо дополнительно осмотреть кромки фасонных вырезов накладок, выполненных заводом-изготовителем. При наличии на кромках неровностей, выхватов и грата их поверхность зачищают до плавного перехода.


51. Последовательность (1—4) сварки верхнего пояса стропильной фермы
В стропильных фермах из элементов трубчатого сечения при сборке следует осуществить тщательную подгонку, чтобы добиться плотного прилегания к свариваемым трубчатым элементам остающегося подкладного кольца при сварке верхнего пояса и гнутых накладок при сварке нижнего пояса.
Нахлесточные соединения, особенно швы на подкладном кольце, сваривают не менее чем в два слоя, что обеспечивает необходимое расплавление кромок свариваемых элементов. Сборку и сварку обеих половин стропильной фермы можно вести как при вертикальном, так и при горизонтальном положении фермы. Последовательность операций при сварке характерного стыка стропильной фермы (рис. 50, 51) должна соблюдаться такая. Сварку начинают со швов, соединяющих пояса фермы с горизонтальными накладками (швы 1 и 2). Затем сваривают горизонтальные накладки с фасонками фермы (шов 3); при сварке фасонок верхнего пояса с горизонтальными накладками следует наложить два отдельных угловых шва (см. рис. 51, узел I).
После этого сваривают вертикальные накладки с фасонками фермы и горизонтальными накладками (швы4). В случае сварки ферм в горизонтальном положении ферму после наложения швов с одной стороны следует перекантовать на 180° и продолжить сварку с другой стороны в указанном порядке.