Сварочное оборудование и материалы
В качестве источников питания сварочной дуги при укрупнении и монтаже стальных конструкций рекомендуется применять сварочные выпрямители, трансформаторы, преобразователи и сварочные агрегаты. Для удлинения сроков эксплуатации источников питания, а также для быстрого перемещения с объекта на объект сварочного и вспомогательного оборудования, материалов и инструмента источники питания следует устанавливать в помещениях контейнерного типа. В зависимости от способа сварки может быть несколько видов таких помещений. Для ручной дуговой сварки можно использовать помещение с двумя сварочными постами, оснащенное одним источником переменного и одним источником постоянного тока (рис. 45), и помещение с 3—6 сварочными постами, в котором установлен многопостовый сварочный выпрямитель.
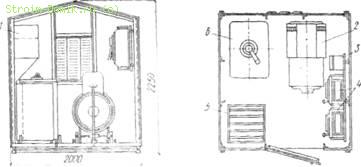
45. Передвижной машинный зал
1 — шкаф для инструментов; 2 — сварочный преобразователь; Я — магнитный пускатель; 4 - ящик-блок предварительного включения: 5 - электрическая печь для сушки электродов, проволоки и флюса; 6 — сварочный трансформатор
Указанные помещения предназначены также для эксплуатации на высотных отметках монтируемого объекта. Каждое помещение должно быть оснащено входными и пусковыми устройствами (ящиками-блоками предварительного включения, магнитными пускателями).
Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование, не должны превышать ±5 % минимального значения. До начала монтажа стальных конструкций установка помещений контейнерного типа и подключение их к питающим распределительным пунктам или сборкам должны быть закончены. Сварку и прихватку соединений при монтаже конструкций необходимо производить электрододержателями с рукояткой из неэлектропроводного материала. В табл. 3 приведены данные о силовых кабелях и сварочных проводах для подключения помещений, установленного в них оборудования и электрододержателей.
3. Электрические кабели и провода для сварочных работ
|
Наименование |
Марка, количество и сечение медных жил или провода, мм |
|
|
Назначение |
||
|
Кабель с резиновой изоляцией переносной тяжелый |
КРПТ 3X70+1X25 |
Подключение помещений |
|
КРПТ 3X50+1X16 |
с разной суммарной |
|
|
КРПТ 3X35+1X10 |
мощностью установленного оборудования |
|
|
КРПТ 3X50+1X16 |
Подключение многопостового сварочного выпрямителя типа В КСМ—1000 |
|
|
КРПТ 3X25+1X10 |
Подключение однопостового сварочного выпрямителя, трансформатора или преобразователя на номинальный ток 500 А |
|
|
КРПТ 3X16+1X6 |
||
|
Провод с резиновой изоляцией в резиновой оболочке гибкий для дуговой сварки |
ПРГД 1X70 |
Сварочная цепь при ручной сварке (соединение |
|
ПРГД 1X50 |
||
|
электрододержателя с |
||
|
источником питания, соединение свариваемого изделия с корпусом помещения обратным заземляющим проводом) |
||
|
ПРГД 1X35 |
Сварочная цепь при ручной дуговой сварке (отрезок сварочного провода длиной 2—3 м, присоединенный непосредственно к электрододержателю) |
Для сварочных работ при укрупнении и монтаже конструкций всех групп применяют покрытые электроды, изготовленные по ГОСТ 9466—75 и ГОСТ 9467—75.
Электроды выбирают в соответствии с требованиями проекта. При отсутствии таких требований для сварки сталей с пределом прочности 380—400 МПа рекомендуются электроды, приведенные в табл. 4.
4. Электроды для сварки конструкций на монтаже
|
Ориентировочная номенклатура наименований сварных соединений |
Тип электродов |
Марка электродов |
||
|
Марка стали |
рекомендуемая |
заменяющая |
||
|
ВСтЗспб ВСтспсб ВСт2кп2 ВСтЗспб 1 ХСНД ЮГ2С1 0 Г2С 14Г2 |
Стыки колонн, соединения фахверков, лестниц, площадок, связей Стыки подкрановых балок, монорельсов, поясов ферм, тормозных балок Стыки балок рабочих площадок, подкрановых балок, колонн, стоек, поясов ферм |
Э46 Э42А Э5СА |
МР-3 УОНИ-13/45 УОНИ-13/5; |
ОЗС-12, ОЗС-6, АНО-4 СМ-11 СК2-50, ДСК-50 |
При сварке конструкций из сталей с временным сопротивлением 590 МПа электроды, взятые непосредственно из прокалочной или сушильной (резервной) печи, должны быть использованы в течение 2 ч с момента выемки их из печи.