Сварные соединения и швы
Сварным называется неразъемное соединение нескольких деталей, полученное с помощью сварки. В зависимости от взаимного расположения свариваемых элементов в пространстве существует несколько видов сварных соединений.
Стыковое соединение в наибольшей степени соответствует специфике сварки и обеспечивает оптимальные условия передачи усилий от одного элемента к другому. Этот вид соединения могут образовывать элементы одинаковой (рис. 24,а) и разной толщины (рис. 24, б). Толщина металла не ограничена. Разновидностью является соединение с отбортовкой кромок (рис. 24,в), применяемое для металла толщиной до 3 мм. При газовой сварке металла толщиной до 2 мм стыковое соединение выполняют без разделки кромок и без зазора или с отбортовкой кромок без присадочного металла. При толщине металла 2—5 мм стыковые соединения осуществляют без разделки кромок с зазором, при толщине больше 5 мм — с разделкой кромок (при толщине 5—15 мм — V-образная разделка, более 15 мм — Х-образная разделка).

24. Стыковое соединение свариваемых элементов
а-одинаковой толщины; б - разной толщины; e-с отбортовкой кромок
Тавровое соединение. Угол между полкой и стенкой может быть прямым (рис. 25,а), острым или тупым. Тавровое соединение применяют при приварке ребер жесткости, трубопроводных муфт, косынок.
Нахлесточное соединение (рис. 25,6)—это пакет из двух элементов металла толщиной до 20 мм. Этот вид соединения не требует особой точности заготовок, для металла толщиной до 4 мм не требует он и обработки кромок. Однако у нахлесточного соединения создаются неблагоприятные условия для передачи усилий из-за изгибающего момента, возникающего в результате несоосности приложения нагрузки, низкий предел выносливости увеличенный расход металла и большая длина швов. При газовой сварке металла толщиной более 3 мм нахлесточные соединения применять нежелательно, так как из-за больших собственных напряжений возникают значительные деформации, которые при жестком закреплении могут привести к появлению трещин.
Угловое соединение. Угол между собираемыми элементами может быть прямым (рис. 25,в), острым или тупым. Иногда применяют соединение, показанное на рис. 25,г.
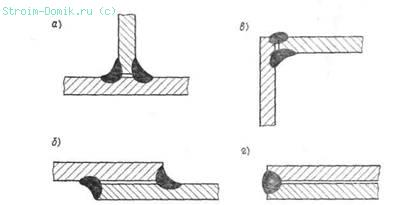
25. Соединение тавровое (а), нахлесточное (б), угловое (в), впритык (г)
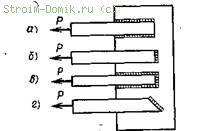
26. Виды сварных швов по отношению к действующему усилию Р
а —фланговый; б —лобовой; в — комбинированный; г — косой
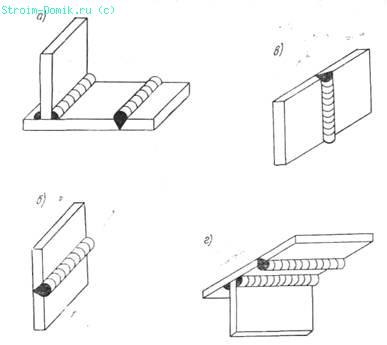
27. Классификация сварных швов по расположению их в пространстве
а — нижние; б — горизонтальные; в — вертикальные; г — потолочные
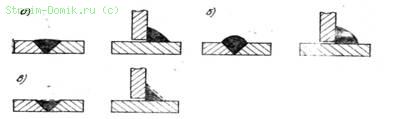
28. Классификация швов по форме
а — нормальные; б — усиленные; в— ослабленные
Сварным швом называется участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны. Шов, соединяющий детали в стыковом соединении, называют стыковым, в тавровом, угловом и нахлесточном — угловым. По характеру выполнения швы бывают одно- и двусторонние; по направлению действующих усилий — фланговые, лобовые, комбинированные и косые (рис. 26). В фланговом шве действующее усилие направлено параллельно оси шва, в лобовом — перпендикулярно, в косом — под углом.
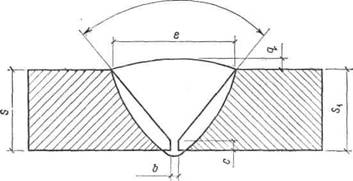
29. Поперечное сечение сварного шва
В зависимости от расположения в пространстве швы бывают нижние, вертикальные, горизонтальные и потолочные (рис. 27). По протяженности различают непрерывные и прерывистые швы. Длина отдельного отрезка прерывистого шва 50—150 мм, а расстояние между ними составляет 1,5—2,5 длины шва. По внешней форме сварные швы бывают нормальные, усиленные и ослабленные (рис. 28). Однако не следует думать, что усиленные швы имеют большую прочность по сравнению с нормальными. У усиленных швов нельзя обеспечить плавный переход от наплавленного металла к основному, и в этих местах концентрируются напряжения, которые могут привести к разрушению сварного изделия.
К непровару приводит также отсутствие зазора, а отсутствие притупления может послужить причиной прожога. При газовой сварке за один проход сваривают металл толщиной до 5 мм. Дли металла больших толщин применяют специальную разделку кромок, а сварку ведут в несколько проходов.