Плазменная резка
Для резки специальных сталей, цветных металлов и других материалов, не поддающихся огневой резке обычными способами, а в ряде случаев и для резки обычных углеродистых сталей применяют плазменную резку. Плазменная резка подразделяется на резку плазменной дугой и плазменной струей. При резке плазменной дугой (рис. 82,а) под. действием высокой температуры сжатой дуги газ, проходя через дуговой разряд, сильно ионизируется, образуется струя плазмы, которая удаляет расплавленный металл.
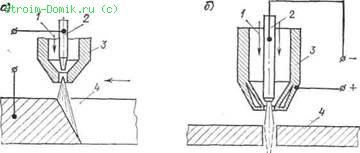
82. Схема резки плазменной дугой (а) и плазменной струей (б)
1 — газ; 2 — вольфрамовый электрод; 3 — насадка горелки; 4 — разрезаемая деталь
Дуга возбуждается между разрезаемым металлом и неплавящимся вольфрамовым электродом, расположенным внутри головки резака. При резке плазменной струей разрезаемый металл не включается в электрическую цепь дуги, которая горит между концом вольфрамового электрода и внутренней стенкой охлаждаемого водой наконечника резака (рис. 82,6). Питание дуги производится от источника постоянного тока, «минус» подводится к вольфрамовому электроду, а «плюс» —к медной насадке, охлаждаемой водой. Дуга выдувается газовой смесью из внутренней полости мундштука с образованием струи плазмы, которая проплавляет разрезаемый металл. В качестве газов, используемых для защиты вольфрамового электрода, применяют аргон, азот, смеси аргона с азотом, водородом и воздухом, сжатый воздух. Плазменной дугой режут металлы, трудно обрабатываемые другими способами, плазменной струей — тонкий металл.
С экономической точки зрения резка плазменной дугой целесообразна для обработки углеродистых и легированных сталей толщиной до 50 мм, меди толщиной до 80 мм, алюминия и его сплавов толщиной до 120 мм, чугуна —до 90 мм. Начало резки определяется моментом возбуждения режущей дуги. Расстояние между торцом наконечника резака и поверхностью разрезаемого металла должно быть постоянным в пределах 3— 10 мм. При резке углеродистых сталей толщиной до 40—50 мм применяют сжатый воздух, нержавеющих сталей толщиной до 20 мм — чистый азот, свыше 20 и до 50 мм — смесь 50 % азота и 50 % водорода. Резку алюминия и его сплавов толщиной 5—20 мм выполняют в азоте, толщиной 20—150 мм — в азотно-водородных смесях (65 % азота и 35 % водорода или 68 % азота и 32 % водорода). При увеличении количества водорода поверхность реза насыщается им. Для ручной резки содержание водорода уменьшают до 20 %, что обеспечивает стабильное горение дуги даже при изменении расстояния между поверхностью разрезаемого металла и мундштуком. В качестве плазменнообразующего газа при резке меди и ее сплавов используют аргоноводородную смесь, азот или воздух. Для резки меди малых и средних толщин рекомендуется воздушно-плазменная резка. Мощность дуги должна быть больше, чем при резке сталей, так как медь и ее сплавы обладают высокой теплопроводностью. Скорость резки латуни по сравнению с резкой меди увеличивается на 20—25%, при этом применяют те же рабочие газы, что и для меди.