Сборка трубопроводов
Трубы под сварку выбирают по внутренним диаметрам. В одну группу должны входить трубы, имеющие расхождение по внутреннему диаметру до 1 %, но не более 2 мм. Огневая резка труб и обработка кромок допустима для труб из сталей марок первой и второй групп или аналогичных им. Огневую резку сталей третьей группы можно производить в исключительных случаях. При этом перед огневой обработкой участок трубы, примыкающий к месту реза, должен быть подогрет до 300-350 °С. После резки необходимо обеспечить медленное охлаждение кромок трубы, которые затем следует зачистить наждачным кругом на глубину не менее 3 мм, считая от максимальной впадины реза и тщательно проконтролировать методом цветной дефект копии отсутствие трещин на ширину не менее 20 мм Допускается плазменная и воздушно-дуговая резка сталей четвертой - шестой групп с последующей механической зачисткой поверхности на глубиной менее 1 мм. При обнаружении трещин глубину зачистки кромок увеличивают до полного удаления трещин.
При сборке стыков трубопроводов должно быть обеспечено правильное зафиксированное взаимное расположение стыкуемых труб и деталей, а также свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом. Стыки и детали трубопроводов собирают с помощью сборочных устройств, позволяющих равномерно распределять по окружности стыка смещения кромок, возникающие из-за погрешностей размеров и формы стыкуемых концов труб и деталей трубопроводов. Несовпадение кромок по внутреннему диаметру не должно превышать 10 % толщины стенки, а для труб с толщиной стенки более 20 мм не должно превышать 2 мм. При разности в толщине стенок стыкуемых труб, превышающей указанные значения, плавный переход от более толстого элемента к более тонкому должен быть обеспечен посредством соответствующей обработки. При этом толщина стенки трубы в любом месте разделки не должна выходить за пределы допусков по толщине.
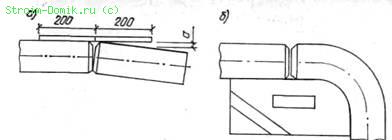
Соосность труб в месте стыка проверяют линейкой, прикладываемой в 3—4 местах по окружности трубы. Максимально допустимое отклонение а от соосности, измеряемое щупом, не должно превышать 1,5 мм на расстоянии 200 мм от стыка (рис. 52,а). Соосность трубы с отводом проверяют шаблоном (рис. 52,6).
При сборке стыков трубопроводов диаметром более 100 мм из прямошовных сварных труб и их деталей продольные сварные швы смещают один относительно другого не менее чем на 100 мм, а при диаметре менее 100 мм — на длины окружности. В отдельных случаях при двусторонних продольных швах допускается располагать их на одной оси. Для поперечных стыков сварных соединений расстояние между осями соседних сварных швов на прямых участках трубопроводов 1—/// категорий должно составлять не менее 100 мм, для трубопроводов IV и V категорий — не менее 50 мм. Не допускаются поперечные сварные швы на гнутых участках труб.
53. Сварной стык с расплавляемой вставкой
a — расплавляемая вставка; б — стыковое соединение с расплавляемой вставкой DB — внутренний диаметр свариваемой трубы
Стык между трубопроводом и запорной арматурой собирают с применением расплавляемой вставки (рис. 53).
При отсутствии специальных указаний на чертежах угол разделки и величину притупления выбирают в соответствии с ГОСТ 16037—80. Стык трубопровода собирают в условиях, надежно защищенных от ветра и попадания на стык атмосферных осадков и грязи. Торцы, скошенные кромки и прилегающие к ним участки поверхности трубы шириной 15—20 мм должны быть зачищены до металлического блеска механическим способом.
Прихватку стыков трубопроводов должен выполнять тот же сварщик и теми же сварочными материалами, что и при сварке корневого шва на данном стыке. Прихватка стыков с расплавляемой вставкой производится аргонодуговой сваркой без присадочной проволоки. Длина прихваток 3—8 мм, шаг прихваток 10—15 мм. В остальных случаях размеры и число прихваток должны соответствовать данным, приведенным в табл. 7.
7. Размеры прихваток, мм
|
Диаметр трубопровода, мм |
Количество прихваток на стык трубопровода |
Длина прихватки |
Высота прихватки |
|
До 100 100—600 Свыше 600 |
3 3-6 Через каждые 300—400 мм |
2—2,5 толщины стенки трубопровода, но не менее 15 мм и не более 60 мм 50—70 |
0,4—0,5 толщины стенки трубопровода при толщине стенки до 10 мм и 5 мм — при толщине стенки более 10 мм 4-5 |
К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. При обнаружении дефектов прихватки должны быть удалены. Прихватка сборочных приспособлений и других временных деталей, в том числе и вторичного сварочного провода, к трубам с толщиной стенки менее 8 мм из легированных и высоколегированных сталей, к которым предъявляются требования по стойкости к межкристаллитной коррозии, не допускается. Сварочные приспособления и вспомогательные детали, привариваемые к трубопроводам из углеродистых и низколегированных сталей, должны быть изготовлены из низкоуглеродистых сталей. Приварку выполняют с соблюдением требований, предъявляемых к сварке стыков трубопроводов из стали данной марки. Места приварки деталей и приспособлений после их удаления тщательно зачищают и визуально проверяют на отсутствие дефектов.