§ 88. Арматурные цеха заводов
- § 85. Роль и значение заводов железобетонных изделий в строительстве
- § 86. Технологические схемы изготовления сборных железобетонных изделий
- § 87. Складирование изделий, заполнителей и цемента на заводах
- § 88. Арматурные цеха заводов
- § 89. Основные методы формования и уплотнения сборных железобетонных изделии
- § 90. Методы интенсификации твердения изделий
- § 91. Изготовление предварительно напряженных сборных железобетонных изделий
- § 92. Автоматизация процессов изготовления железобетонных изделий
Сборные железобетонные конструкции подразделяются на предварительно напряженные и армированные сварными (вязаными) сетками и каркасами.
Изготовление арматурных сеток и каркасов производится либо централизованно на специализированных предприятиях, либо в арматурных цехах заводов сборного железобетона. Технологический процесс изготовления арматурных сеток и каркасов состоит из ряда заготовительных и сборочных операций.
Заготовительные операции заключаются в вытяжке, правке, резке, гнутье и в некоторых случаях в холодном сплющивании и стыковании арматурных стержней. Все они выполняются в арматурных цехах комплектом машин и механизмов, к которым стержни арматуры подаются по рольгангам или электрокарами.
Арматурная сталь диаметром до 12 мм хранится на складе и поступает в производство в бунтах или на катушках. Арматурная сталь больших диаметров поступает в виде стержней, сортируется на складе по маркам и диаметрам и хранится на стеллажах.
В большинстве арматурных цехов заводов сборного железобетона одновременно изготавливается легкая и тяжелая арматура, и поэтому в цехе приходится организовывать две технологические линии (рис. 64).
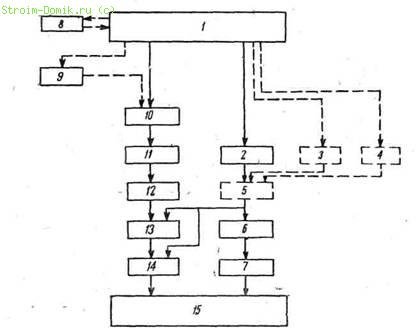
Рис. 64. Технологическая схема изготовления арматурных каркасов
1 — склад арматурной стали; 2 — отделение правки и резки катанки; 3 — участок сплющивания и резки катанки на станах Авакова; 4 — волочение; 5 — гнутье; 6 — сварка или вязка плоских каркасов; 7 — сварка или вязка легких пространственных каркасов; 8 — правка погнутых стержней; 9 — сплющивание на стане; 10 — стыкование стержней; / 1 — резка; 12 — гнутье тяжелой арматуры; 13 - сварка или вязка- плоских каркасов; 14 — сварка или вязка пространственных каркасов; 15 — склад готовой продукции
Поточная линия по заготовке легкой арматуры состоит из автоматических правильно-отрезных станков, на которых сталь, не прошедшая предварительного волочения, очищается от ржавчины и окалины, выпрямляется и разрезается на стержни заданной длины. Часть арматурной стали в заготовительном отделении перерабатывается на хомуты и прочие детали, а основная масса ее передается в сборочное отделение для изготовления каркасов и сеток.
Поточная линия по заготовке тяжелой арматуры состоит из установки для стыковой электросварки стержней, правильно-отрезных станков, пресс-ножниц и гибочных станков.
Применение сварки в 1,5 — 2 раза снижает трудоемкость изготовления сеток и каркасов, повышает жесткость сеток, улучшает самозаанкеривание их в бетоне, позволяет отказаться от устройства крючков и за счет этого дает возможность экономить до 10% металла. Кроме того, жесткие сварные каркасы и сетки удобнее транспортировать и укладывать в формы.
Сборка легких сеток производится в кондукторах.
Для соединения стержней в зависимости от диаметра арматуры и размеров собираемой сетки применяются различные сварочные аппараты (одно- и многоточечные).
Наибольшую производительность имеют автоматические линии по изготовлению арматурных сеток, объединяющие заготовительные и сборочные операции и позволяющие получать качественную и экономичную продукцию.