Электрошлаковая сварка
Электрошлаковой сваркой называется сварка плавлением, при которой для нагрева металла используется теплота, выделяющаяся при прохождении электрического тока через расплавленный электропроводный шлак. Это самый высокопроизводительный способ автоматической сварки металла значительной толщины (рис. 90).
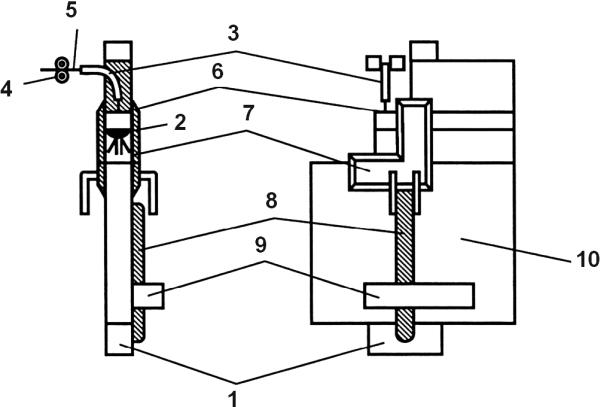
Рис. 90.
1 – начальная скоба для возбуждения процесса сварки; 2 – металлическая ванна (сварочная); 3 – токопроводящий мундштук; 4 – подающие ролики; 5 – электродная проволока; 6 – шлаковая ванна; 7 – медные формующие ползуны; 8 – сварной шов; 9 – сборочная скоба; 10 – свариваемые детали
Производится электрошлаковая сварка так:
• в пространство между свариваемыми кромками изделия и шлакоудерживающими приспособлениями (медными ползунами, начальными планками) вводятся флюс и электродная проволока;
• процесс сварки начинается с возбуждения дуги между электродной проволокой и начальной планкой. Теплотой дуги расплавляются флюс и электродная проволока;
• образуется ванна расплавленного металла, покрытая слоем жидкого шлака. Электродная проволока, находясь в ванне нагретого шлака, плавится, и дуга гаснет;
• сварочный ток, проходя через расплавленный шлак, нагревает его до температуры 1600–1700 °C;
• дальнейший бездуговой процесс плавки происходит за счет теплоты, выделяемой в шлаке сварочным током. По мере заполнения шва металлом медные ползуны, охлаждаемые проточной водой, перемещаются снизу вверх и формируют сварной шов.
Применяя электрошлаковую сварку несколькими электродными проволоками или электродами в виде ленты, можно сваривать кромки изделия практически любой толщины.
Важным преимуществом электрошлаковой сварки является возможность сварки швов сложной конфигурации, при этом электродная проволока подается через специальный плавящийся мундштук, форма которого соответствует форме свариваемого шва. Мундштук плавится вместе с электродной проволокой, заполняя свариваемый шов металлом.
При электрошлаковой сварке качество металла шва значительно выше, чем при автоматической сварке под флюсом. Это объясняется постоянным наличием над металлом шва жидкой фазы металла и нагретого шлака, что способствует более полному удалению газов и неметаллических включений. Резко снижается влияние на качество шва влажности флюса, ржавчины и различных загрязнений свариваемых кромок изделия. Трудоемкость операций по подготовке изделия под сварку снижается за счет исключения работ по разделке и подготовке кромок к сварке. Кромки обрезают кислородной резкой под прямым углом к поверхности свариваемых листов.
Так как процесс протекает в замкнутой системе при небольшом количестве флюса и полном использовании электродного металла, удельный расход электроэнергии, флюса и электродной проволоки сокращается.
Увеличенный вылет электродной проволоки и значительные плотности тока обеспечивают высокую производительность наплавки, достигающую 27 кг/ч. В то же время при автоматической сварке под флюсом он составляет примерно 12 кг/ч, а при ручной только 2 кг/ч. Расход электроэнергии на 1 кг наплавленного металла уменьшается вдвое, а расход флюса – в 20–30 раз по сравнению с автоматической сваркой под флюсом.
Производительность электрошлаковой сварки превышает производительность автоматической сварки под флюсом в 7–10 раз, а при большой толщине свариваемых кромок она в 15–20 раз выше производительности многослойной автоматической сварки.
Постепенный подогрев свариваемых кромок и замедленный нагрев околошовной зоны уменьшают возможность образования в ней закалочных структур. Поэтому при электрошлаковой сварке самозакаливающихся сталей образование закалочных трещин менее вероятно. Освоение электрошлаковой сварки позволило заменить громоздкие и тяжелые цельнолитые и цельнокованые станины и корпуса более легкими и компактными сварно-литыми и сварно-коваными деталями.
Для производства электрошлаковой сварки разработаны три типа аппаратов:
1. Рельсовые аппараты, перемещающиеся по вертикальным рельсам или специальным направляющим вдоль свариваемого шва (аппараты типов А–820М, А–535 и А–681).
2. Безрельсовые аппараты, движущиеся по свариваемому изделию и связанные с ним механическим креплением (аппараты типов А–304 и А–612).
3. Шагающие магнитные аппараты, перемещающиеся по свариваемому изделию с помощью системы шагающих электромагнитов (аппарат типа А–501М).
Источниками питания многоэлектродных аппаратов для электрошлаковой сварки являются трехфазные сварочные трансформаторы ТШС–1000–3 и ТШС–3000–3. Они обеспечивают в каждой фазе сварочный ток соответственно в 1000 и 3000 А. Первичная и вторичная обмотки трансформаторов состоят из секций с отводами, что позволяет изменять вторичное напряжение в пределах 38–54 В.
Трансформаторы работают с принудительным охлаждением (ТШС–1000–3 – воздушное; ТШС–3000–3 – водяное). Можно применять также трансформаторы типов ТСД–500, ТСД–2000, СТН–750 и др.
Для электрошлаковой сварки применяют флюсы марок АН–8 и АН–22.
Электрошлаковой сваркой можно выполнять стыковые, тавровые, угловые и кольцевые соединения. Например, при сварке кольцевых стыков котельных барабанов применяют трехэлектродные аппараты типов А–385 и А–401. При толщине стенок кольцевого стыка 90 мм и внутреннем диаметре 1300 мм аппаратом типа А–385 шов заваривается за один проход за 2 ч.
Для сварки прямолинейных швов применяют двухэлектродный аппарат типа А–372Р, работающий на сварочных токах 400–1000 А при напряжении 48–50 В и скорости подачи электродной проволоки 150–500 м/ч.
Электрошлаковая сварка нашла применение при изготовлении и монтаже различных металлоконструкций. Для этих работ используют малогабаритные одноэлектродные сварочные аппараты типов А–681, А–820 и др. Для электрошлаковой сварки плавящимся мундштуком применяют малогабаритные однофазные аппараты типов А–645, А–1304.