ИЗГОТОВЛЕНИЕ И МОНТАЖ ОКОННЫХ БЛОКОВ
Первые окна были изготовлены из натуральной древесины (сосны, дуба, ореха и др.), которая несет позитивную энергетику живого дерева. Наиболее дешевыми являются окна из сосны. Если используются ценные породы дерева, то такие рамы имеют гораздо более высокую цену. Но возможен и промежуточный вариант, когда окно выполнено из недорогой древесины и покрыто шпоном «под дуб», «под орех» и пр. При покупке необходимо обращать внимание на наличие сучков, поскольку чем их больше, тем срок службы рамы короче.
С точки зрения технических характеристик деревянные окна отличаются неплохими теплоизоляционными свойствами. Кроме того, древесина относится к высокотехнологичным материалам, что означает ее пригодность для любого плотницкого изделия.
Конструкция современного деревянного окна представлена на рис. 104.
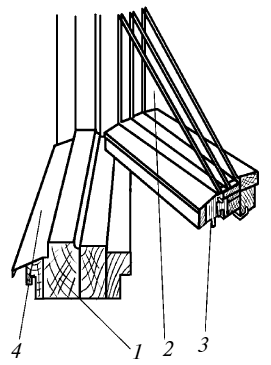
Рис. 104. Конструкция деревянного окна: 1 – рама из нескольких слоев древесины; 2 – двухкамерный стеклопакет; 3 – уплотнители; 4 – отлив
Современные и традиционные деревянные окна имеют ряд отличий:
1) новейшие окна изготавливают не из цельных брусков, а из клееного бруса;
2) в современные переплеты вставлены стеклопакеты (одно– и двухкамерные);
3) одним из элементов современного окна являются силиконовые уплотнители, благодаря которым створки максимально плотно прилегают к раме;
4) снаружи деревянное окно оформляется алюминиевым отливом.
Для изготовления оконных коробок используют бруски толщиной, как минимум, 60 мм. Чтобы оконная коробка соответствовала стандартам и отвечала всем предъявляемым к ней требованиям, необходимо соблюдать ряд обязательных условий:
1. Для одного оконного блока должна быть использована древесина одной породы, за исключением древесины сосны, пихты и кедра, которая находит применение в оконных системах с предполагаемой прозрачной отделкой поверхностей.
2. Коробка должна быть прочной и достаточно жесткой. В противном случае входе эксплуатации оконный блок может деформироваться.
3. Требуется обеспечить высокую точность обработки поверхностей, клеевых соединений и мест сопряжения деталей.
В оконных системах круглыми шипами усиливают шиповые соединения, для чего элементы просверливают поперек шипового соединения. Б образовавшееся отверстие забивают шкант.
Оконные коробки бывают отдельными и общими. Первые отличаются сложностью в установке, но являются более экономными в плане расходования материала. Отдельные коробки монтируются в оконном проеме на некотором расстоянии друг от друга (100–200 мм).
Общая коробка состоит из брусков и досок с выбранными с внутренней стороны четвертями для притвора переплетов, створки которого обычно открываются внутрь помещения. На нижнем бруске коробки выполняют скос, предназначенный для стока воды. На нижней стороне доски выбирают четверть, чтобы обеспечить качественное соединение коробки с подоконной доской. Если коробка оснащена одним переплетом, то у нее выбирается одна четверть для его навешивания и установки. При наличии двух переплетов – две четверти, предназначенные для внутреннего (зимнего) и наружного (летнего) переплетов.
Чтобы изготовить оконную коробку, необходимо подобрать соответствующим образом обработанный материал. Начинают с обработки бруса, чтобы все его стороны имели идентичный профиль. Острожку производят рубанком или используют строгальное оборудование. Особое внимание уделяют шероховатости поверхностей, точности геометрических размеров и соответствию чертежу, поскольку качество обработки должно быть высоким, иначе пострадает качество готового изделия.
Для обеспечения высокого качества обработки необходимо пользоваться оборудованием соответствующего технологического уровня. Очень большое значение имеет правильный выбор направления строгания, поэтому необходимо определить ориентацию волокон в древесине. Количество задиров будет наименьшим при направлении ножа инструмента вдоль волокон.
Кроме того, сам инструмент должен быть правильно настроен. При строгании чистота поверхности определяется местом скола стружки до лезвия ножа (чем ближе скол от щели летка, тем чище получается обрабатываемая поверхность) и крутизной залома стружки при заходе в щель летка (крутой залом быстрее перерезается ножом, благодаря чему длина скола меньше). При использовании рубанка с двойным ножом второй нож выполняет заломление стружки, поэтому, чтобы добиться идеальной ровности поверхности, второй нож устанавливается максимально близко к первому.
В процессе работы необходимо проверять качество острожки, для чего используют угольник и контрольную рейку.
Чтобы несколько сократить объем работы, сторону, направленную к стене здания, можно не обрабатывать, если используются обрезные пиломатериалы.
При строгании боковых поверхностей может появляться такой дефект, как заваливание плоскости строгания, что обычно встречается у неопытного плотника. Специалист во избежание этого контролирует обработку путем нажима на разные концы инструмента, что возможно только при наличии определенного навыка, когда руки чувствуют, какое действие в какой момент должно быть совершено. При отсутствии опыта передняя часть рубанка «проваливается», в результате чего толщина стружки на выходе увеличивается. Чтобы не допустить этого, заготовку продолжают искусственным образом, то есть к ее концу приставляют дополнительный брусок.
Выборка четвертей под оконные переплеты зависит от конструкции окна. Для разных способов открывания створок предназначен брус определенного профиля (рис. 105).
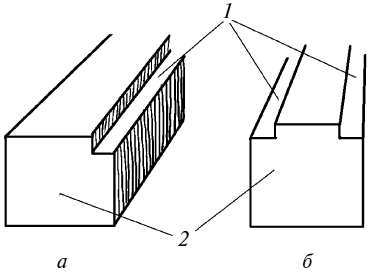
Рис. 105. Профильная обработка материала: а – односторонняя выборка фальца; б – двусторонняя выборка фальца; 1 – выбранные фальцы; 2 – заготовка
Для профильной обработки применяют зензубель, или фальцгебель, или электрорубанок с функцией выборки четверти, или специальное деревообрабатывающее оборудование (фрезер). Зензубель, а также фальцгебель относятся к профильным, специалисты предпочитают изготавливать их самостоятельно.
Перед строганием делают разметку, проведя ровную линию, отступив на нужное расстояние от кромки доски. Но строгают не от этой линии, а также отступив 1–2 мм. Это необходимо для последующей зачистки четверти. Процесс в виде последовательных этапов представлен на рис. 106.
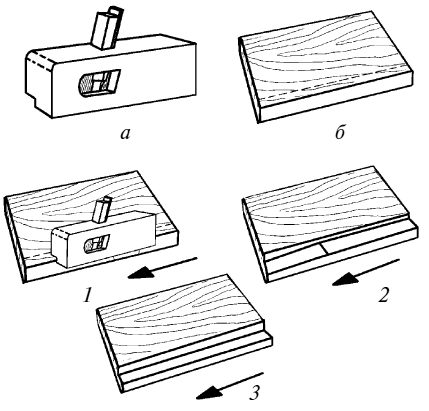
Рис. 106. Выборка четверти зензубелем: а – зензубель; б – разметка заготовки; 1, 2, 3 – этапы строгания
Работать зензубелем достаточно сложно, поскольку его нож несколько шире колодки, что приводит к смещению инструмента при строгании. Отсутствие у зензубеля щечек также сказывается на чистоте обработки, поскольку древесина откалывается и задирается. Кроме того, имеет значение и то, как мастер держит инструмент. Правой рукой зензубель держат за заднюю часть его корпуса, как рубанок. Левой же обхватывают колодку впереди ножа таким образом, чтобы ногти среднего и безымянного пальцев скользили по заготовке, большой палец лежит на корпусе инструмента.
Первоначально стружку снимают на глубину 3–4 мм, при этом для обозначения профиля фальца зензубель немного заваливают. После выборки половины четверти работают в полный размах руки, а инструмент держат как рубанок. Выбрав четверть, ее зачищают.
Обработав заготовки, их обрезают под размер (напомним: не каждую заготовку в отдельности, а все сразу; такой способ обработки называется пакетным, его использование увеличивает производительность и делает процесс более технологичным), а на концах выполняют элементы шипового соединения – шип или гнездо. Разметка шипового соединения осуществляется так, чтобы четверти всех четырех элементов совпали, что проверяется при контрольной сборке. Если выявляются дефекты, их устраняют.
Конструкция оконного блока определяет, вертикальные или горизонтальные импосты будут врезаться в элементы коробки и скрепляться шиповым соединением. Импосты крепят к брускам с помощью двойного сквозного или несквозного шипа.
Выполнив коробку, ее обрабатывают антисептиком, покрывают толем или битумной мастикой, защищая от влаги.
Для соединения деталей оконной коробки обычно используют особые шипы в виде трапеции, которые отличаются повышенной прочностью. За характерную форму профессионалы называют их «ласточкин хвост».
После оконной коробки переходят к изготовлению оконных переплетов, которые могут быть глухими или створными. Более удобными в эксплуатации считаются переплеты, которые открываются внутрь помещения (это особенно важно, если окна находятся на верхних этажах, так как в одноэтажном строении окна могут распахиваться в любую сторону), поскольку за ними легко ухаживать и при необходимости ремонтировать.
Конструкции оконных переплетов весьма разнообразны, что определяется рядом факторов, к которым можно отнести:
1) архитектурные традиции;
2) вкус, фантазию и финансовые возможности хозяина;
3) размер световой площади окна;
4) ориентацию строения на местности;
5) количество этажей;
6) архитектурное решение окон всего здания.
Конструкция и дизайн окна определяют количество створок, в том числе и открывающихся, наличие фрамуги и комплект необходимой фурнитуры. Обычно одна или две створки оснащаются форточкой для проветривания помещения, но вместо них можно использовать и фрамугу. На современные окна устанавливаются особые приспособления, которые обеспечивают вентиляцию помещения при закрытых окнах.
Профиль и качество исполнения оконных створок должны отвечать требованиям герметичности сопрягающихся элементов оконной системы. Для этой же цели предназначены и специальные уплотнители.
Оконную створку изготавливают из профильных брусков обвязки, светопрозрачного элемента (стекла или стеклопакета) и импостов (наличие последних не является строго обязательным).
Качественное изделие может быть сделано только из материала соответствующего уровня, поэтому для оконных переплетов подбирают древесину без сучков, сколов, трещин и других пороков и дефектов. Бруски профилируют, то есть выбирают четверти под притвор, остекление, выполняют дренажную канавку для оттока воды.
Работа осуществляется в такой последовательности. Первоначально обрабатывают одну сторону бруска, после чего рейсмусом намечают риски на второй и третьей сторонах и строгают четвертую сторону, выравнивая пласть в соответствии с рисками.
Потом обрабатывают вторую сторону, пока угол между пластями бруска не станет прямым.
Далее рейсмусом размечают первую и четвертую стороны и строгают третью плоскость бруска.
Подготовив все бруски, выполняют фальцы, причем фальцы в готовом переплете должны лежать в одной плоскости, иначе герметизация стекла не будет эффективной (или по крайней мере ее будет трудно добиться).
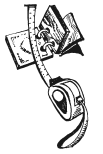
Размеры фальцев определяются видом предполагаемого уплотнения и толщиной стекла. Если будут использоваться штапики (рис. 107), то фальцы под них должны быть шире, чего не требуется при уплотнении стекла с помощью замазки.
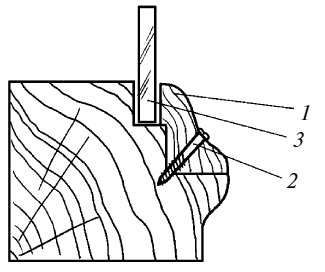
Рис. 107. Использование штапика для уплотнения стекла: 1 – штапик; 2 – шуруп; 3 – стекло
Размер фальца зависит и от толщины брусков обвязки и горбыльков. Во всем необходимо соблюдать меру, поскольку чересчур узкие фальцы не сдерживают воздушный поток и легко продуваются.
Например, при толщине брусков 54 мм фальцы должны быть глубиной 14–15 мм, шириной 8–13 мм. Если для форточки используются бруски толщиной 44 мм, то фальцы имеют размеры 13 мм и 10 мм соответственно.
Необходимо, чтобы четверть оконной створки заходила за брусок коробки (для большей герметичности), поэтому размеры створного переплета должны на 10–15 мм превышать размеры проема оконной створки. В наружных кромках выполняют скосы, предназначенные для облегчения открывания и закрывания створок.
Для особой прочности бруски обвязки соединяют одинарным или двойным шипом и усиливают нагелями. Подготовленные элементы оконной створки собирают, после чего ее остекляют.
Фальцы оконных переплетов перед остеклением покрывают силиконовым герметиком (рис. 108).
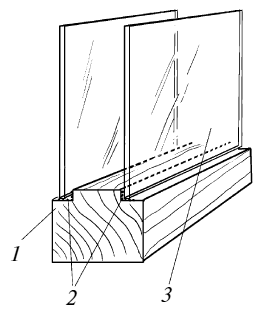
Рис. 108. Нанесение силиконового герметика: 1 – переплет; 2 – герметик; 3 – стекла
По периметру притвора в переплетах прокладывают полоски губчатой резины, шнура, поролона (рис. 109), также предназначенные для герметизации переплета.
Если конструкцией предусмотрена форточка, для ее обрамления в бруски обвязки вставляют горбылек на расстоянии, равном высоте форточки (рис. 110).
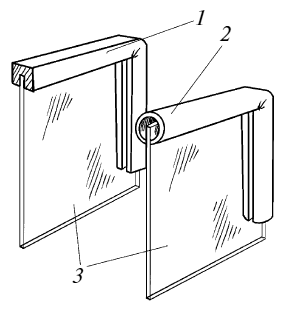
Рис. 109. Установка уплотнительных прокладок: 1 – поролоновая; 2 – из губчатой резины; 3 – стекло
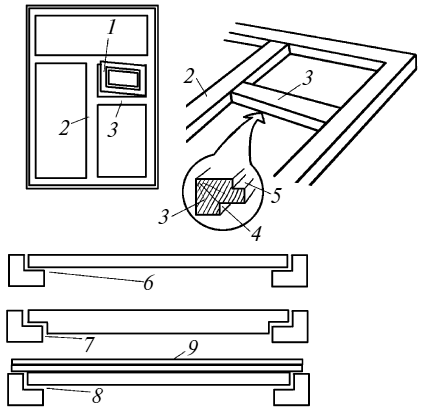
Рис. 110. Переплет с форточкой: 1 – форточка; 2 – бруски обвязки; 3 – горбылек для форточки; 4 – четверть для форточки; 5 – фальц для стекла; 6 – гладкий притвор форточки; 7 – притвор с четвертью; 8 – притвор с наплавным бруском; 9 – наплавной брусок
Чтобы форточка плотно примыкала к брускам обвязки и горбылькам, выполняют четверти в брусках обвязки, горбыльках и форточке. Фактически форточка – это створка, вмонтированная в переплет. Форточки открываются в ту же сторону, что и створки.
Для изготовления оконного переплета нужно подобрать деревянные рейки, прямоугольные в сечении, размером 50 ? 70 мм. Для выполнения переплета, в конструкции которого предусмотрены два стекла, с широкой стороны реек необходимо отметить четверти каждого угла.
Не всегда горбыдьки оформляют переплет под форточку. Их вставляют и для того, чтобы разделить створку на сегменты. Такая створка называется решетчатой (рис. 111).
Этот конструктивный прием преследует две цели – декоративную (для уменьшения размеров стекла) и техническую (для повышения формоустойчивости створки).
На горбыльках делают выборки там, где они пересекаются. С декоративной целью горбыльки могут и не разделять остекленную часть, а просто наклеиваться на нее. Такие горбыльки называются ложными, поскольку решетчатость переплета оказывается только видимостью (рис. 112).
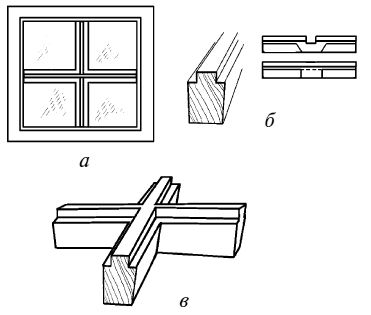
Рис. 111. Изготовление решетчатого переплета: а – переплет; б – горбыльки; в – соединение горбыльков
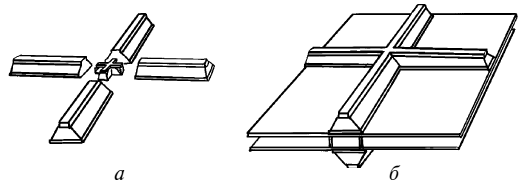
Рис. 112. Ложные горбыльки: а – элементы горбыльков; б – смонтированные горбыльки
С внешней стороны переплета нижнюю обвязку в створках, фрамугах, форточках оснащают отливом и капельником (рис. 113).
Перед установкой в проем оконный блок должен быть полностью собран. В коробку вставляют переплеты; створки, фрамугу навешивают на петли, устанавливают фурнитуру. При необходимости подгоняют все детали.
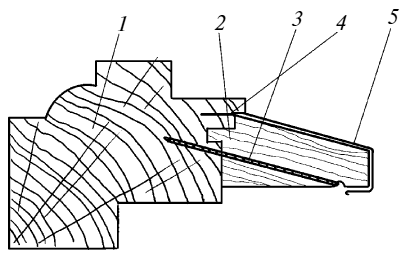
Рис. 113. Отлив и капельник: 1 – нижний брусок обвязки; 2 – отлив; 3 – шуруп; 4 – винт крепления капельника; 5 – капельник
Основной недостаток традиционных технологий – плохо организованные процессы сушки, обработки и отделки древесины. О том, как должен осуществляться процесс сушки, мы уже говорили, поэтому остановимся на последующей подготовке древесины к использованию. Прежде всего следует сказать, что еще одним фактором, который отрицательно влияет на оконные (и не только) системы, помимо плохой сушки, является то, что в целях удешевления продукции и упрощения производства при применении традиционных технологий прибегали к изготовлению элементов окон из единого бруска, что впоследствии приводило к деформации всего оконного блока, и использованию некачественной древесины (экономия в этом случае была иллюзорной, поскольку повышалось количество отходов).
На современном производстве к изготовлению оконных систем подходят по-другому. Это выражается в том, что древесина, прошедшая оптимальную сушку, выдерживается в помещении, в котором будет осуществляться дальнейшая ее обработка. В результате устанавливается баланс влажности и исключается возникновение в деревянном профиле внутренних напряжений.
Профили для деревянных окон выполняют не только из цельных брусков, но и из склеенных. Благодаря такой технологии можно отсортировать древесину с точки зрения пригодности для изготовления оконных систем. Кроме того, удаление низкосортных участков способствует улучшению качества оконных деталей ив конечном итоге увеличивает выход качественной древесины. Не менее важно и то, что склеивание бруса дает возможность контролировать текстуру лицевой поверхности заготовки.
Процессы сортировки, удаления дефектных участков (это повышает и долговечность изделия), сращивания ламелей шиповым соединением, которые потом будут склеены в трехслойный брус, осуществляются на сложном оборудовании и контролируются компьютерной системой.
Ламели склеиваются на гладкую фугу или на шип, что зависит от установленного оборудования. Чтобы исключить последующее коробление, соседние ламели укладывают так, чтобы направление волокон было противоположным. Ламели могут сращиваться по длине только в средней части наборного бруса. Наружные стороны бруса склеиваются исключительно из цельных ламелей, чтобы не нарушать рисунок текстуры древесины.
Прочность склеенных ламелей во многом зависит нот качества клея, которое также контролируется компьютером. Кроме того, в него добавляются отвердители, влияющие на схватывание, устанавливаются специальные режимы термообработки и т. д. В результате всех сложных производственных процессов физико-механические характеристики профилей из склеенных ламелей оказываются выше подобных параметров изделий, выполненных из массива.
Таким образом, многослойность бруса, предназначенного для изготовления оконных блоков, обеспечивает высокую прочность, устойчивость к деформации и надежность деревянного профиля. Немаловажна и точность обработки, что отражается на плотности прилегания створок, слаженности работы фурнитуры и вообще надежности всей оконной системы. Кроме того, поверхности обрабатываются в соответствии с современными требованиями. Определенная шероховатость поверхности профилей способствует увеличению глубины проникновения и адгезии антисептиков, грунтовок, шпатлевок и лакокрасочных покрытий.
Эстетичность и необходимые эксплуатационные свойства придает профилям спецобработка, которая состоит в пропитывании изделий особыми составами, препятствующими поражению грибами и насекомыми. Особенно эффективной является вакуумная пропитка, поскольку осуществление процесса в вакуумной камере способствует глубокому проникновению антисептиков в массив древесины, что важно именно для торцов изделий. Окна, изготовленные из древесины, прошедшей вакуумную пропитку, служат не менее 50 лет.
Боковые детали оконной коробки можно выполнить из трех досок, толщина которых равна 35–40 мм. При этом внутренняя доска является самой широкой, а внешние – узкими.
Деревянные окна также нуждаются в дополнительной защите. Готовое изделие проходит грунтование и чистовую окраску лессирующими составами, благодаря которым подчеркивается красота текстуры древесины. Грунтовка закупоривает поры материала, что не только предохраняет его от проникновения влаги, но и экономит основное декоративное покрытие.
Для наружной и внутренней отделки применяют современные краски, отличающиеся широкой цветовой палитрой. Но это покрытие необходимо время от времени обновлять, чтобы не допускать снижения эстетических и эксплуатационных характеристик оконного блока. Покрытие можно наносить как на готовое изделие, так и на его отдельные элементы. Второй способ предпочтительнее, ведь при окрашивании конструкции в сборе невозможно покрыть все стороны оконного бруса. Уплотнители устанавливаются после окрашивания, поскольку случайно попавшая на них краска ухудшает эластичность и, следовательно, тепло– и звукоизоляционные свойства оконной системы.
Важно правильно наносить лакокрасочное покрытие. Наиболее эффективным является метод вакуумного напыления окрашивающего слоя, поскольку оно однородно по толщине и равномерно покрывает всю поверхность. Такой способ окрашивания требует использования специального дорогостоящего оборудования, что не может не отражаться на стоимости готового изделия. Поэтому многие производители отказываются от него, зато те, кто используют (в частности, финские и итальянские фирмы), оказываются вне конкуренции.
Кроме вакуумного напыления, применяют покрытие поверхностей в электростатическом поле, что также намного эффективнее, чем окрашивание кистью или валиком.
Для лессировки используются различные красители, позволяющие выделить природные достоинства древесины. Особых успехов в этом направлении добились немецкие производители, которые выпускают водостойкие акриловые составы с водными растворителями, причем имеется линейка средств, которые не только окрашивают, грунтуют, шпатлюют, пропитывают, но и удаляют старую краску. Акриловые красители не вызывают затруднений при работе с ними, поэтому с успехом применяются в домашних условиях, причем качество покрытия довольно высокое.
Чтобы окно не пришло в негодность раньше времени, на которое оно рассчитано, за ним необходим уход, подразумевающий ремонт, покраску, содержание в исправном состоянии оконной фурнитуры.
Периодичность профилактических осмотров зависит, например, от экспозиции окна. Окно, выходящее на юг, требует более частой профилактики в отличие от остальных.
Регулярная смазка движущихся деталей фурнитуры, контроль за состоянием уплотнителей и замена их в случае изношенности – залог долгого и благополучного функционирования оконной системы.
Деревянные окна нуждаются в регулярной покраске, причем из фурнитуры окрашивают только оконные петли. При попадании краски на уплотнители ее необходимо сразу же стереть, поскольку под воздействием краски они утрачивают эластичность и начинают хуже выполнять свои функции.
И последнее: нежелательно использовать лакокрасочные покрытия темного цвета, чтобы не допустить их нагрева в жаркое время года, что может повлечь за собой такие неприятные последствия, как образование трещин на лаке и проступание смолы.