Изучение процессов заводского изготовления стальных конструкций способствует лучшему пониманию вопросов конструирования сооружений из стали.
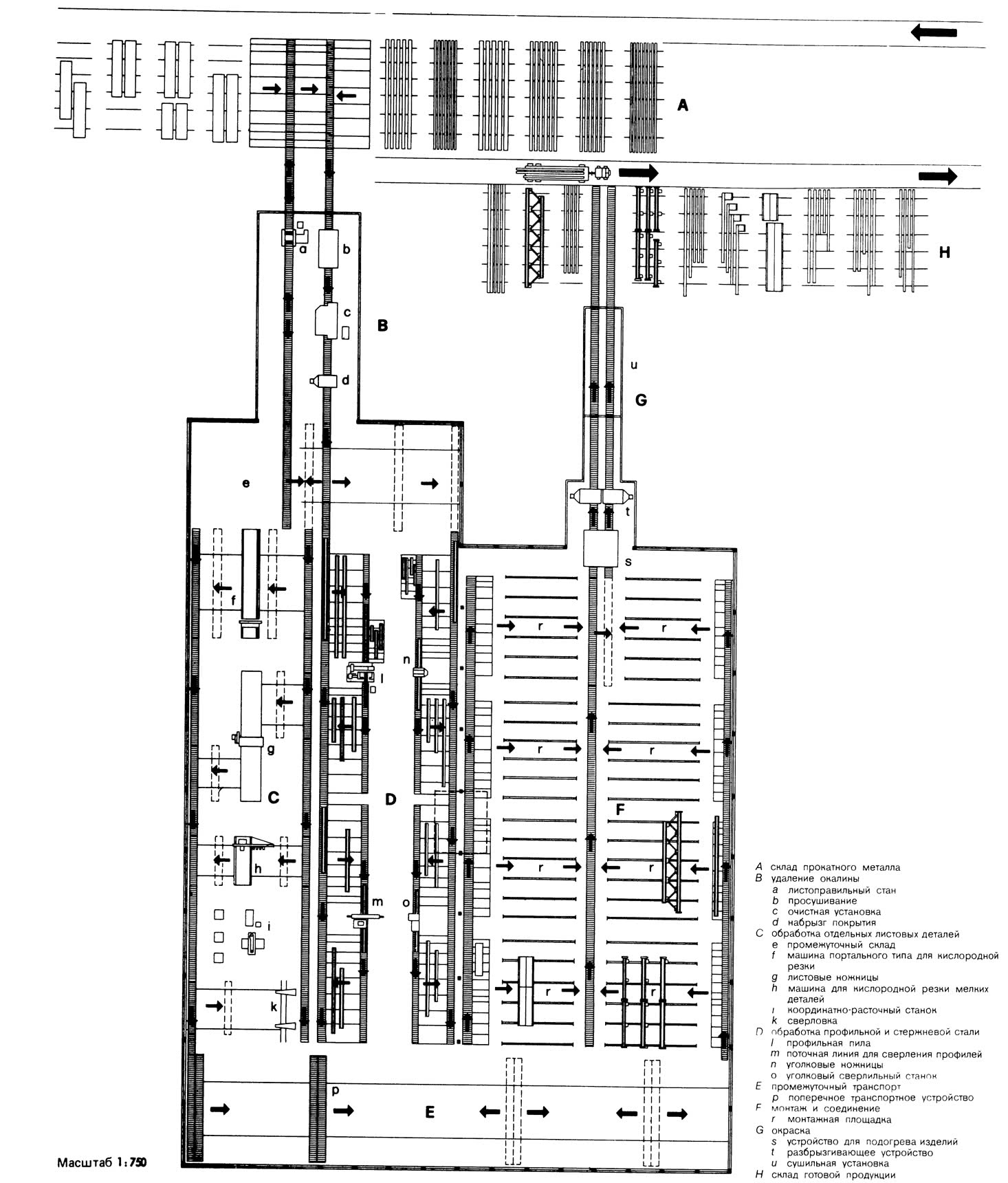
Завод по изготовлению стальных конструкций состоит из следующих зон:
- склада прокатного металла; обработки поверхности стального проката;
- изготовления элементов конструкций;
- соединения отдельных элементов в монтажные единицы;
- склада готовой продукции.
Склад прокатного металла
Склад рассчитан только на некоторую часть общего необходимого запаса материала, преимущественно для изготовления данного заказа. Склад имеет мостовой кран для укладки и выгрузки проката, часто с электромагнитом.
Обработка поверхности проката Прокатная окалина и ржавчина перед обработкой отдельных элементов удаляются в большинстве случаев на автоматических установках путем очистки стальной дробью или проволочными щетками, реже — песком. На стальные элементы наносятся перед обработкой тонкое покрытие (допускающее сварку) и после изготовления конструкции — дополнительные антикоррозионные покрытия.
Изготовление элементов конструкций
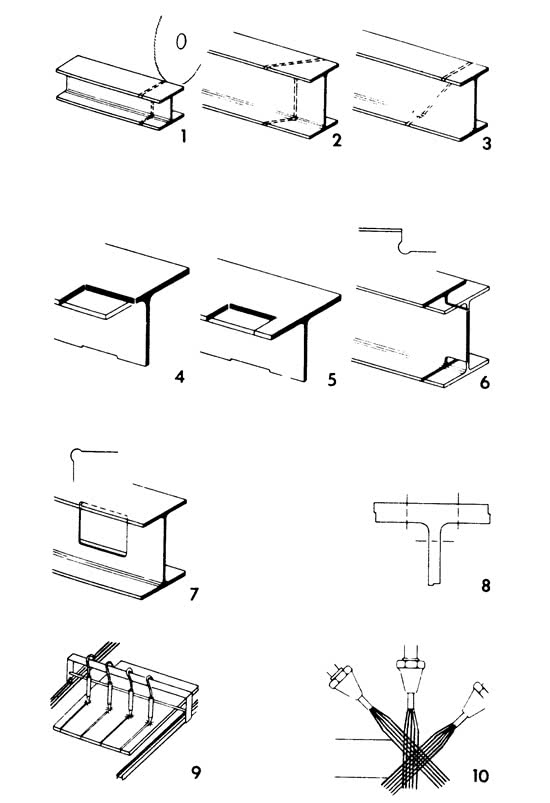
Поперечная резка профилированной стали в большинстве случаев производится дисковой пилой 1. Современные заводы стальных конструкций имеют полуавтоматические или полностью автоматические установки для распиловки проката. Косые разрезы (2 и 3) распиливаются на других установках. Более сложные резы выполняются с помощью автогенной резки, например вырезы 4 или 5, вырез полок 6 или отверстия 7. Линия разреза при автоматической резке должна лежать за пределами закругления 8. Внутренние углы заранее обсвер-ливаются, чтобы уменьшить опасность надломов, которые образуются при запилах.
Оси отверстий размечаются чертилкой и центр отверстия намечается керном.
На современных предприятиях отверстия образуются автоматически в электронных управляемых поточных линиях.
Резка стержневой и квадратной стали выполняется пилами или автогеном, а большей частью сортовыми ножницами. Отверстия просверливаются или при незначительной толщине материала пробиваются пуансоном.
Листовую сталь разрезают плоскими ножницами или автогеном. Машина портального типа для кислородной резки 9 может выполнять одновременно несколько параллельных или при резке по кривой криволинейных разрезов. Три кислородных резака, действующих под различными углами на одно сечение, изготовляют кромку сложной формы 10, требуемую для сварки. Небольшие элементы из листовой стали выжигаются либо от руки, либо полуавтоматически или полностью автоматически по шаблону в соответствии с чертежами или с помощью электронного координатного управления. Листы просверливаются отдельно по разметке или в автоматических координатно-сверлильных установках.
После изготовления отдельных элементов последние в зависимости от веса и величины доставляются отдельно или в пакетах на сборку.
Сборка
При сборке элементы соединяются на болтах или точечной сваркой. При изготовлении серийных элементов можно уменьшить затраты времени благодаря применению сборочных приспособлений (кондукторов), одновременно повышающих точность сборки. Заводские соединения в большинстве случаев сварные, монтажные соединения для ускорения монтажа возможно делать болтовыми.
Сварка
Прочие машины
Машинный парк многих заводов стальных конструкций дополняется слесарными верстаками, фрезерными станками, листогибочными прессами и станами и др.
Транспорт
Большое влияние на экономичность производства стальных конструкций оказывает способ внутризаводского транспорта. В качестве средств напольного транспорта используются транспортеры и поперечные самотаски для транспортировки больших заготовок. Небольшие детали транспортируются мостовыми кранами в штабелях или автопогрузчиком, громоздкие детали — также мостовыми кранами, которые часто применяются с магнитными траверсами, что позволяет сэкономить на такелаже. Вагонетки служат для транспортировки деталей между цехами.
Склад готовой продукции
Готовые элементы складируются до отправки на складе готовой продукции. В больших складских помещениях должно быть продумано техническое оснащение.