Обоезаготовительные цеха
Подготовка обоев к работе состоит в обрезке кромок, нарезке обоев по длине на полотнища и их сортировке по рисунку, цветам и оттенкам, Если обои наклеиваются внахлестку, то обрезают одну, впритык — две кромки. У обоев с направленным рисунком кромки обрезают слева, или справа, чтобы на обеих стенах обои можно было наклеивать кромкой к свету. Как правило, половину полотнищ делают «правых» и половину «левых». У обоев с мелким разбросанным рисунком кромку можно обрезать с одной (любой) стороны, что значительно облегчает их заготовку.
Все виды бумажных обоев должны заготавливаться централизованно на базах комплектации с прирезкой кромок и нарезкой или поперечным перфорированием по длине полотнищ. Длину полотнищ принимают с учетом запаса для совмещения рисунка при наклеивании обоев на поверхность.
Полуавтомат для заготовки обоев выполняет следующие операции: обрезку кромки, отмеривание полотнищ по длине с нанесением поперечной перфорации, отсчет на специальном счетчике, заданного количества полотнищ на комнату и намотку заготовленных обоев в рулоны.
Агрегат состоит из узлов размотки, подачи, перфорирования, намотки и пневматического удаления обрезанной кромки.
Размоточный узел позволяет устанавливать на нем по четыре бобины обоев. Механизм для обрезки кромок осуществляет резание с помощью дисковых ножей, которые можно перемещать в зависимости от ширины обоев и их кромок.
Узел подачи осуществляет разматывание обоев с бобин и перемещение их через режущие дисковые ножи. Необходимую длину между перфорациями и общую длину ленты устанавливают регулированием счетчика.
Перфорирование производят проколом режущим ножом в виде пилы.
Узел намотки наматывает на оправки сразу четыре рулона.
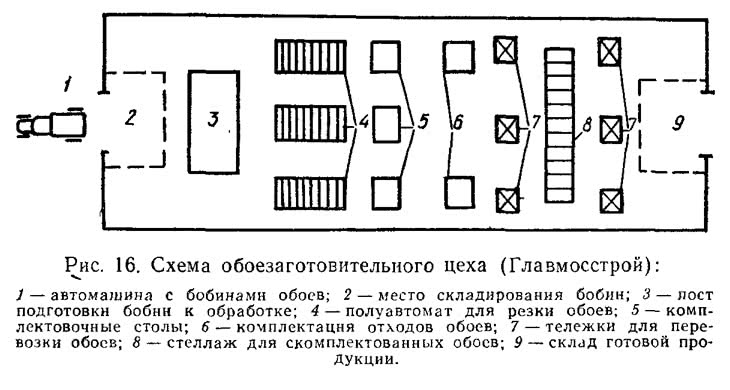
Бобины разгружают с автомашин тельфером, заправляя в полуавтомат по четыре штуки и закрепляя зажимным приспособлением. Производительность полуавтомата — более 1,5 млн. м2 обоев в год; габаритные размеры, мм: длина 5000, ширина 1500, высота 1600, масса 800 кг. Подобную конструкцию и назначение имеет выпускаемая промышленностью машина для заготовки обоев СО-65.
Комплектуют обои по специальным картам, в которых указана длина полотнищ, их количество на комнату, квартиру, секцию и объект в целом. Заготовленные обои в виде рулонов с различным количеством полотнищ складируют на специальных стеллажах.
В обоезаготовительном цехе установлено три полуавтомата для заготовки обоев. В Главмосстрое имеются еще три таких цеха несколько меньшей мощности, которые совместно с первым осуществляют заготовку, комплектацию и доставку на объект обоев для оклеивания свыше 10 млн. м2 поверхностей в год.
Кроме обоев, в цехах заготовляют полоски бордюра, а также разрезают на полоски марлю, которой заклеивают стыки, между сборными элементами.
В Главкиевгорстрое действуют несколько обоезаготовительных цехов меньшей мощности, один из которых оборудован полуавтоматами, а другие обоерезными машинами, отрезающими только кромку. Разрезка на полотнища производится на столах с помощью ножей.
Инструменты, инвентарь и приспособления
Для выполнения обойных работ применяют инструменты и приспособления, предназначенные для выполнения подготовительных и оклеенных операций как при ручной, так и при централизованной заготовке обоев.
Ножницы обойные изготовляют из специальной стали. Они предназначаются для нарезки полотнищ обоев и полос бордюров, а также для обрезки кромок обоев при ручной заготовке.
Валики резиновые или пластмассовые служат для прикатки обоев и стыков.
Щетка обойная применяется для разглаживания полотнищ обоев при наклеивании. Основание и накладка щетки изготовлены из дерева твердых пород, пучок из конского волоса длиной 40 мм.
Ножи применяют различной формы и конструкции. Они служат как для нарезки обоев на полотнища, так и для прирезки по линейке кромок обоев и линкруста. Особо тщательной должна быть обрезка кромки моющихся обоев на тканевой основе, для этой цели используют обычные ножи и специальной конструкции.
Для намазывания клея на обои используют кисти-макловицы КМА, флейцевые кисти КФ или маховые типа КМ. Для отводки клейстером линии верхней границы обоев применяют кисти-ручники типа КР.
Кроме кистей используют меховые и поропластовые валики.
Дисковый нож применяют для подрезки сырых обоев у плинтусов и наличников.
Отвес применяют для проверки вертикальности кромок обоев.
Стальную линейку используют для прирезки ножом плотных обоев и линкруста. Она изготовляется в виде ленты длиной 3—4 м, толщиной 1 мм и шириной 30—40 мм, при переноске и хранении может свертываться в кольцо.
Инвентарь маляра при оклейке стен обоями состоит из бачков, ведер и тазов, необходимых для приготовления и хранения клейстера. Он должен быть чистым и не иметь ржавых пятен во избежание изменения цвета клея. Посуда для приготовления клея КМЦ должна быть эмалированной.
Подмости в виде передвижных инвентарных столиков, лестниц-стремянок и т. п., применяемые при производстве обойных работ, описаны в разделе «Штукатурные работы».