Изготовление шаблона
Если изготовляют одну или две детали, то их делают по чертежу. Для экономии времени одинаковые детали в большом количестве изготовляют по шаблону, который также выполняют по чертежу. Например, требуется изготовить шаблон для колена водосточной трубы (рис. 125, а) с размером a, h, d. Колено соединяется с другим раструбом по косому срезу.

Выкатка заготовок
Выкатка — это процесс, в результате которого из заготовок получают различные изделия цилиндрической и конической формы. Выкатку можно выполнять вручную или механизмами.
Ручную выкатку поделок цилиндрической и конической форм можно выполнять на оправке — прямой трубе, рельсе, бруске длиной 1,5...2 м.
Вначале на заготовке загибают кромки для фальцевых швов. Затем для выкатки заготовку укладывают вдоль оправки и держат обеими руками за кромки. Далее усилием рук заготовку в одном месте сгибают, после чего ее поворачивают относительно оправки на 20...30° и все ранее проделанное повторяют до тех пор, пока заготовка не примет форму цилиндра. Когда отогнутые кромки сомкнутся, их соединяют и уплотняют на той же оправке. После уплотнения фальца все неровности цилиндра сглаживают киянкой, все время поворачивая цилиндр на оправке.
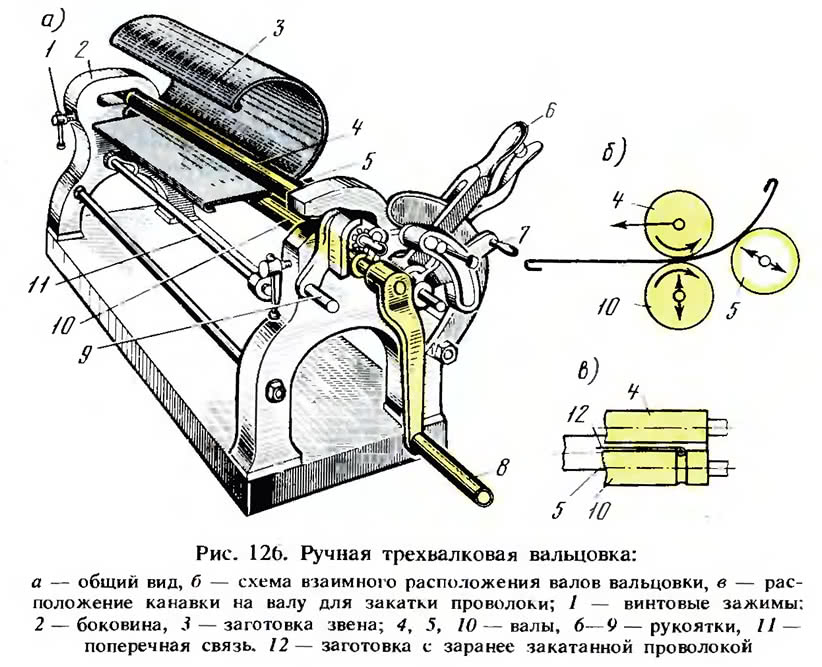
В отличие от верхнего нижний вал можно перемещать только по вертикали и тем самым менять зазор между валами. Нижний вал регулируют с помощью поперечной связи 11 и передаточных рычагов. Неизменность положения нижнего вала фиксируется Двумя винтовыми зажимами 1.
Сгибающий вал 5 также подвижный: он может перемещаться относительно рабочих валов (рис. 126, б; стрелками показано направление вращения валов и их перемещения).
Для изменения положения сгибающего вала служит рукоятка 6 с фиксатором. Рукояткой 7 сгибающий вал можно установить под некоторым углом относительно рабочих валов. Это дает возможность выкатывать изделия не только цилиндрической, но и конической формы. На нижнем и сгибающем валах с правой стороны есть круговые канавки, через которые проходят кромки заготовок с заранее закатанной проволокой (рис. 126, в).
Для выкатки изделия цилиндрической формы сгибающий вал устанавливают на требуемый диаметр, а затем опускают нижний вал и закладывают заготовку 3 с предварительно отогнутыми фальцевыми кромками. После этого нижний вал подводят вплотную к заготовке и фиксируют его положение. Далее приводят в движение рабочие валы: при этом заготовка, увлекаемая валами, упрется в сгибающий вал и по мере подачи начнет изгибаться кверху (рис. 126, д). Радиус гибки изделия регулируют положением сгибающего вала относительно рабочих валов.
Для того чтобы снять с вальцовки выкатанную заготовку, поднимают вверх рукоятку 9 запорного механизма и осторожно выводят верхний вал на переднюю сторону. Затем выкатанное изделие снимают с вала, который после этого устанавливают на место. На вальцовке можно выкатывать изделия толщиной до 1 мм.