Наиболее широко проверена в производственных условиях при изготовлении растворов, бетонов, изделий из них комплексная ГПД, составленная из равного количества КОСЖК и СДБ. В широкой практике и, кроме того, в некоторых нормативных документах (СН 290-74, ВСН Главмосстроя 48-74) данная добавка известна также под названием «флегматор». В ряде нормативных ведомственных документов, например в инструкциях Минтрансстроя СССР, дается полное наименование добавки.
Товарные растворы с комплексной ГПД
Сеть высокопроизводительных автоматизированных заводов товарных бетонов и строительных растворов непрерывно расширяется. В крупных городах эти предприятия обычно состоят из нескольких рассредоточенных автоматизированных узлов, откуда готовые бетонные и растворные смеси доставляют к месту строительных работ иногда на расстояние до 15—20 км. Автоматизированная система управления регулирует весь производственный процесс, начиная с подачи и дозирования исходных материалов и кончая заполнением автомашин готовой смесью.
Замена механизированных заводов автоматизированными экономически весьма выгодна. Например, средняя выработка (в руб.) на одного работающего повысилась в 2,5 раза на автоматизированных заводах по сравнению с обычными механизированными. Одновременно сократился удельный расход вяжущих веществ, уменьшилась себестоимость и повысилось качество продукции. Укрупнение этих предприятий позволило улучшить маневренность рабочей силы, материальных ресурсов и содействовало более полному использованию производственной базы и укреплению инженерно-технического руководства. Производство товарных бетонов и растворов непрерывно возрастает. Так, в 1970 г. в нашей стране было приготовлено около 28% строительных растворов на централизованных узлах; в 1975 г. это количество возросло до 32%. К 1980 г. более половины всех изготовляемых растворов будет доставляться на строительные объекты с автоматизированных заводов. Аналогичная тенденция наблюдается и за рубежом: например, с 1967 по 1971 г. производство товарных бетонов во Франции возросло с 5,9 до 16,6 млн. м3, в Англии — с 19,8 до 28 млн. м3, в ФРГ — с 17 до 50 млн. м3.
Характерный для наших дней переход к изготовлению бетонов и растворов на крупных автоматизированных заводах отвечает задачам технического прогресса в строительстве. Вместе с тем централизованное приготовление бетонных (растворных) смесей, часто связанное с перевозками их на далекие расстояния и в то же время с необходимостью доставки на многие объекты к началу рабочего дня, иногда приводит к преждевременному схватыванию смесей, особенно в жаркое время года. Кроме того, возникают затруднения при изготовлении высокопластичных цементно-известковых растворов, поскольку загрузка извести в виде теста на автоматизированных линиях подачи является крайне трудной, поэтому при приготовлении растворов невысоких марок нередко допускается перерасход цемента из-за необходимости придания растворной смеси достаточной подвижности.
Следовательно, при централизованном изготовлении бетонных и растворных смесей возникает необходимость повысить их жизнеспособность, увеличить пластичность и уменьшить но возможности расход цемента. Кроме того, важно, чтобы затвердевшие товарные бетоны и растворы обладали стойкостью в отношении действия воды и замораживания. Описываемые ниже производственные работы, а также испытания, проведенные в ходе этих работ, показывают, что указанные разнородные технические задачи в известной мере могут решаться применением комплексной ГПД.
На растворных узлах объединения Мосстройконструкция было выпущено более 200 тыс. м3 товарных растворов с комплексной ГПД. При этом поведение смесей из разных партий при перевозках и хранении, а также состояние затвердевших растворов в конструкциях тщательно контролировали в центральной лаборатории объединения (Э. Б. Мадорский) при участии авторов книги.
Влияние КГПД на водоотделение растворной смеси определяли и производственных условиях следующим образом. Цементно-песчаный раствор состава 1:3,5 (но объему) и такой же раствор с комплексной ГПД загружали в двух кузовные самосвалы и транспортировали на объект при температуре воздуха 28° С. Через 14 мин обычный раствор начинал отделить воду и к концу транспортирования — через 45 мин слой воды в кузове над смесью достигал 10 мм, в то же время раствор с добавкой не претерпел видимых изменений и его разгружали из кузова единой монолитной массой. При храпении смесей обычный раствор в условиях опыта начинал отделять поду через 18 мин, а с добавкой — через 66 мин, причем процесс водоотделении шел медленно — на протяжении 3—4 ч.
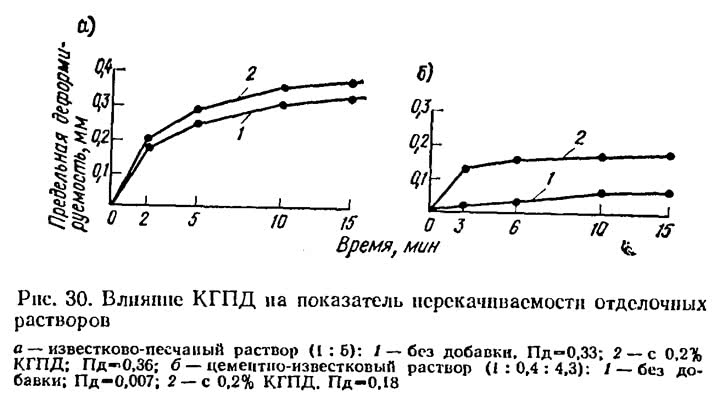
Влияние комплексной ГПД на изменение подвижности растворных смесей во времени определяли (и летнее время) при перевозках в растворовозах и хранении на строительных объектах в металлических ящиках. Подвижность растворных смесей без добавки после транспортирования в течение 1 ч составляла лишь 20% начальной; спустя 2 ч после приготовления раствор становился неудобоукладываемым и требовалось тщательное его перелопачивание. Подвижность обычных растворных смесей в возрасте 3—5 ч определяли лишь для сравнения, так как с такими смесями каменщики работать не могли. Растворная смесь с комплексной добавкой на время транспортирования практически не теряла начальной подвижности и через 4—5 ч после изготовления оставалась вполне удобоукладываемой.
Важным свойством растворной смеси, которое тоже можно регулировать комплексной ГПД, является водоудерживающая способность. Растворную смесь обычно наносят на пористое основание, отсасывающее воду. При энергичном отсосе воды происходит быстрая потеря подвижности, следовательно, швы кладки, выполненные из этого раствора, будут неплотными. Кроме того, преждевременная потеря воды отрицательно сказывается на твердении цемента, особенно шлакопортландцемента и пуццоланового цемента. В табл. 23 приведены данные по водоудерживающей способности раствора.
Легкие и тяжелые бетоны с комплексной ГПД
На Бестяхском заводе ЖБК (Якутия) изготовляли стеновые блоки размером 1500X1000X600 мм. Применялись портландцемент марки 400 и керамзитовый гравий фракций 0—5, 5—10 и 10—20 мм. Для получения одинаковой жесткости керамзитобетонной смеси (60 с) при введении КГПД расход воды был уменьшен на 7% и цемента на 5%. Отформованные изделия подвергали тепловлажностной обработке по режиму 3+6+3 ч после предварительной выдержки в течение 4 ч. На изделиях не было признаков дефектов поверхности. Прочность образцов-кубов с добавкой, изготовленных одновременно с изделиями, оказалась несколько выше, чем образцов без добавки. Улучшились показатели динамического модуля упругости, водопоглощения и морозостойкости образцов [1].
Работы, проведенные на объектах Главмоснижстроя, показали, что при наличии гидрофобизующих и гидрофилизующих функциональных групп в добавке ПАВ бетонные смеси настолько пластифицируются, что их можно укладывать в дорожное полотно без вибрирования, т. е. получаются литые смеси и притом без перерасхода цемента (предложение С. И. Малицкого, Е. А. Сырова, М. И. Хигеровича, Г. М. Тарнаруцкого, В. С. Гицерева). В результате, как показали наблюдения нормативно-исследовательской станции, производительность труда строителей-дорожников при укладке бетонных смесей повысилась в 1,8—2,9 раза (в зависимости от состава бетона) по сравнению с укладкой обычных смесей.
Комплексную добавку использовали также на бетонном заводе № 2 Главмосинжстроя при выпуске бортового камня размером 1000X300X180 мм (бетон М400), стеновых блоков для фундаментов СВ-4-24 размером 2400X380X580 мм (бетон М400), армированных дорожных плит ДСП-7 (бетон марки М300), армированных опорных подушек размером 1500X1500X140 мм (бетон марки М200). Контрольные испытания показали, что прочность бетонов повысилась на 10—15% и улучшилась их морозостойкость. Пропаренные изделия отличались хорошим внешним видом, трещины или признаки шелушения отсутствовали.
Комплексную ГПД применяли на заводе железобетонных изделий Днепростроя при изготовлении заборных плит, лотков, спай, труб,и тротуарных плит, бордюрных камней, парапетов и других изделий. Введение КГПД позволило сократить расход цемента на 10% и существенно повысить трещиностойкость изделий в конструкциях.
Па заводе Целинстройдеталь объединения Красноярсксельстрой выпускали панели типа ПС-1 с КГПД для ограждающих конструкций животноводческих помещений (работы проводили при участии Ю. С. Шилова). При производстве панелей использовали цемент Красноярского завода марки 400, щебень и песок из местных карьеров, а также комплексную ГПД. Перед пропариванием изделия выдерживали в течение 2 ч, режим пропаривания 3-f-9-J-2 ч. Панели отличались хорошим внешним видом, трещины и другие дефекты отсутствовали.
На заводе железобетонных изделий № 17 Главмоспромстройматериалов комплексную ГПД применяли при изготовлении бортовых камней на установке СМ-185 методом вибропрессования. Изделия пропаривали на поддоне в щелевой камере но следующему режиму: выдержка при 30°С — 1 ч, подъем температуры до 50°С — 1 ч, подъем температуры до 65°С — 2 ч, выдержка при этой температуре — 15 ч, остывание — 0,5 ч. Все бортовые камни с комплексной ГПД имели хороший вид, не было раковин и выбоин на поверхности. Испытания показали положительное влияние добавки на истираемость, ударную прочность и морозостойкость бортовых камней [57].
На Ростокинском заводе железобетонных конструкций ДСК-2 Главмосстроя комплексную ГПД использовали для сохранения требуемой удобоукладываемости пароразогретых бетонных смесей. Смеси подвижностью 12—14 и 2—3 см готовили на портландцементе марки 400. Потеря удобоукладываемости пароразогретой бетонной смеси с добавкой по характеру этого процесса не отличалась от холодной смеси без добавки. Введение комплексной ГПД не отразилось на прочности бетонных образцов как через 4 ч после пропаривания, так и через 28 сут [8].
Но данным Л. М. Зголич, на строительстве в Переяслав-Хмельницком при зимнем бетонировании стен и перекрытий здания успешно применяли предварительный электроразогрев бетонной смеси с комплексной ГПД [65].