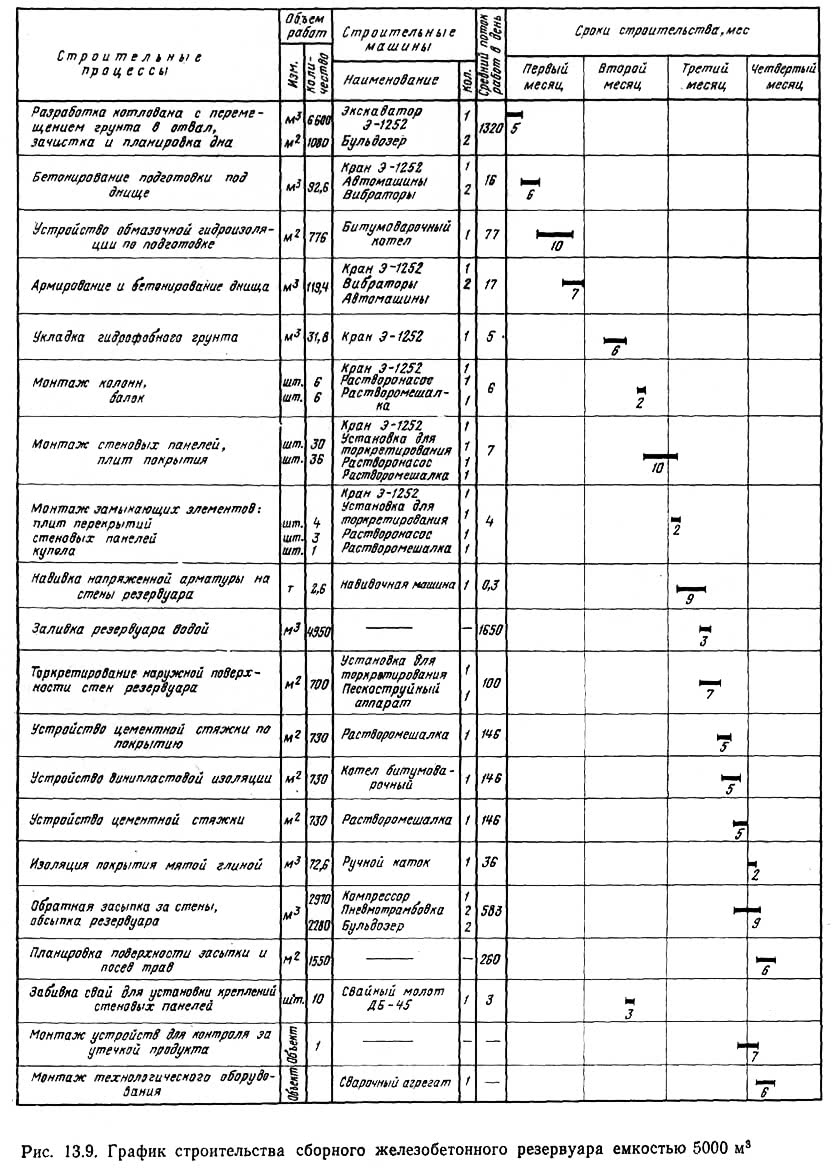
Железобетонные резервуары
Из всех сооружений мазутного и масляного хозяйства определенную сложность представляет возведение железобетонных резервуаров для мазута.

Подготовка под днище резервуара выполнена из бетона марки 75 толщиной 100 мм с двухслойной обмазочной гидроизоляцией, днище — из монолитного железобетона марки М-200; стенка — из сборных железобетонных элементов марки М-200; после замоноличива-ния вертикальных стыков стенка подвергается напряжению путем навивки на нее проволоки.
Сборные железобетонные колонны (М-300) устанавливаются в опорные стаканы, на колонны опираются сборные железобетонные балки (М-300) с предварительно напряженной арматурой, а на них укладывается покрытие из сборных железобетонных панелей трапецеидальной формы (М-400).
Разработка котлована под резервуар производится экскаватором Э-1252 и бульдозером Д-271, перемещающим грунт в отвал на расстояние до 50 м. Механизированная разработка котлована производится до отметки верха днища резервуара; зачистка дна, выемка траншеи под фундамент стен и углублений под фундаменты колонн выполняются вручную; затем выполняются планировка и инструментальная проверка соответствия фактических отметок дна котлована проектным.
По спланированной поверхности дна котлована укладывается бетонная подготовка. После укладки подготовки по периметру днища устанавливаются опалубка и арматура фундамента стенки, а затем производится укладка монолитного бетона. Арматура днища устанавливается по мере укладки бетона и перемещения крана со стоянки на стоянку. Перемещение крана допускается только по настилу из железобетонных плит, уложенных на слое песка. К месту укладки бетона бадьи подаются краном Э-1252. Уплотнение бетона производится вибраторами. После окончания бетонирования днище на период твердения заливается водой.
Монтаж сборных железобетонных элементов производится краном Э-1252 в следующей очередности; устанавливаются подколенники, колонны, стеновые панели, балки и панели покрытия. Замыкающие панели стен и покрытия устанавливаются после вывода крана из резервуара. Разгрузка и установка панелей производится при помощи траверсы. Перед установкой панелей производятся инструментальная проверка отметки опорной поверхности основания и разбивка положения панелей с нанесением осевых рисок. Для обеспечения необходимой устойчивости монтируемой стенки резервуара первые шесть-семь панелей временно раскрепляются жесткими подкосами к сваям, забитым в откос котлована. Все панели скрепляются между собой струбцинами. До временного закрепления панель необходимо поддерживать крюком подъемного крана. После установки всех панелей (за исключением монтируемых после вывода/ крана из резервуара) производится проверка правильности их установки.
Монтаж покрытия осуществляется после выполнения вертикальных стыков стеновых панелей резервуара. Для обеспечения прочного и герметичного соединения стеновых панелей стыки замоноличиваются и торкретируются. После достижения торкретом в вертикальных стыках стен 70 %-ной прочности выполняется навивка на стены резервуара арматуры. Навивка арматуры производится до заливки резервуара водой.
Навивка осуществляется арматурно-навивочной машиной с использованием высокопрочной проволоки ?5 мм. Контроль за напряжением проволоки осуществляется тензометром. Монтаж и демонтаж навивочной машины осуществляются краном Э-1252.
После окончания навивки напряженной арматуры приступают к омоноличиванию стыков стеновых панелей с фундаментом нагнетанием раствора инъекционным растворонасосом.
До нанесения торкрета стены резервуара обрабатываются пескоструйным аппаратом и промываются водой. Торкретирование производится слоями по 8—10 мм. Нанесение каждого последующего слоя производится после схватывания предыдущего.
Приготовление цементно-песчаной смеси в растворо-смеснтеле продолжается не менее 1,5—2 мин. Готовая смесь должна быть использована в течение 1 ч с момента приготовления. Влажность песка, используемого для смеси, ие должна превышать 3—5%. при большей влажности песок подсушивается.
При нанесении слоя торкрета оопло должно быть направлено перпендикулярно торкретируемой поверхности и отстоять от нее на 0,8—1,20 м. Для обеспечения равномерной плотности слоя давление в цемент-пушке должно поддерживаться постоянным. Торкретирование производится при заполненном водой резервуаре; выпуск воды из резервуара разрешается только после приобретения торкретом проектной прочности.
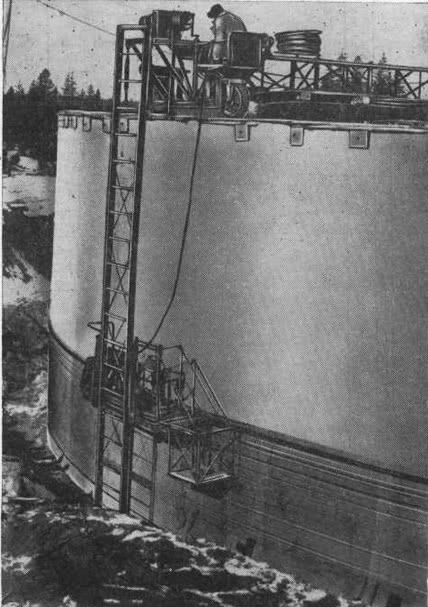
До настоящего времени все работы по замоноличи-ванню и торкретированию мазутных емкостей ведутся в основном с передвижных катучих лесов, так как характер работ требует, чтобы оператор находился в непосредственной близости к поверхности бака и имел возможность работать на любой его высотной отметке. Конструкции же и габаритные размеры существующих подъемников не позволяют достаточно близко подводить рабочую площадку с оператором к поверхности мазутного бака. Кроме того, работа с насадкой для нанесения торкрет-бетона, которую оператор держит в руках, требует больших физических усилий.
На строительстве мазутных баков ТЭЦ-25 Мосэнерго впервые применен специальный телескопический подъемник МЗТ, спроектированный и изготовленный ПКБ Главэнергостроймеханизации Минэнерго СССР.
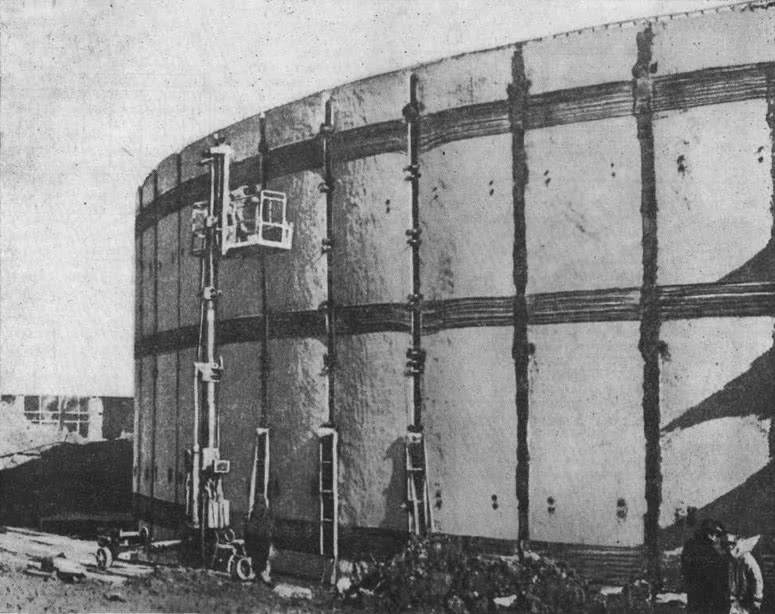
С помощью подъемника МЗТ можно выполнять работы по замоноличиванию и торкретированию как на наружной, так и на внутренней поверхности мазутных баков.
На строительстве мазутных баков ТЭЦ-25 Мосэнерго забетонировано 110 стыков на всю высоту баков и покрыто торкрет-бетоном около 700 м3 их поверхности. Кроме того, с помощью МЗТ производилась пескоструйная очистка поверхности и стыков мазутного бака, устанавливались и снимались опалубочные щиты для бетонирования стыков и т. п.
После торкретирования осуществляется гидроизоляция поверхности резервуара двумя слоями битума.
Засыпка резервуара производится ранее вынутым грунтом, уплотнение которого выполняется катком, засыпка покрытия — экскаватором со стрелой длиной 20 м, уплотнение грунта покрытия — ручным катком. Приспособления для контроля за утечкой мазута устанавливаются параллельно с устройством гидроизоляции. Монтаж технологического оборудования осуществляется параллельно с засыпкой резервуара грунтом.
Продолжительность строительства одного резервуара 3,5 мес; группы из 4 резервуаров — 5 мес.
Армирование железобетонных резервуаров напряженной кольцевой арматурой позволяет с минимальными затратами металла обеспечить их прочность и тре-щиноустойчивость. Процесс армирования состоит в непрерывной навивке на наружную поверхность резервуара предварительно натянутой высокопрочной проволоки. Проволока укладывается на поверхность резервуара по винтовой линии с разным шагом на разных участках, что обеспечивает требуемое обжатие бетонной стенки, соответствующее различным растягивающим усилиям, возникающим при заполнении резервуара и передаче на стенку других нагрузок.
Металлические резервуары. Наиболее распространены на ТЭС резервуары емкостью 10000 и 20000 м3. Цилиндрические стальные резервуары изготовляются в виде полотнищ, которые сворачиваются в рулоны и в таком виде доставляются к месту строительства. Масса каждого полотнища — до 55 т, толщина листов днища — 5—6 мм, корпуса — 6—14 мм. При изготовлении полотнищ корпуса все заводские соединения выполняются встык; монтажные вертикальные стыки выполняются внахлестку или встык. Сферический купол, покрывающий резервуар, состоит для резервуаров емкостью 10000 и 20000 м3 соответственно из 32 и 72 секторных элементов, одного центрального щита и кольца жесткости, устанавливаемого на корпус резервуара; кольцо жесткости состоит соответственно из 16 и 24 монтажных элементов. Наружная лестница резервуара используется при сворачивании и транспортировании одного полотна корпуса или днища резервуара в качестве каркаса.
Резервуар в 20000 м3 представляет собой стальную цилиндрическую вертикальную емкость высотой 11,92 м; внутренний диаметр корпуса 45,6 м, толщина стенки переменная — от 13 до 10 мм; сферическое покрытие массой 99,3 т опирается на центральный щит и опорное кольцо, приваренное по периметру корпуса на высоте 11,8 м.
Основанием под резервуар служат тщательно утрамбованные грунтовая и песчаная подушки, поверх которых укладывается слой изоляции толщиной 100 мм. Для равномерного распределения нагрузки от перекрытия и корпуса под последним предусматривается бетонное кольцо из бетона марки 100 высотой 20 см и шириной 1 м с легким армированием. Железобетонное кольцо может быть выполнено из сборных элементов. Основанию придается подъем в 2 % от краев к центру.
Перед монтажом днища резервуара производятся нивелировка и приемка основания. Допускаются следующие отклонения: разность отметок точек, расположенных на периметре через 6 м, — не более 2 см, разность отметок диаметрально противоположных точек — не более 5 см. После приемки производится разметка основания: наносится окружность, ограничивающая расположение периферийных листов днища, и размечаются оси монтажных стыков.
Рулон днища резервуара двумя тракторами по пандусу накатывается на основание и развертывается. После сборки и сварки элементов центральной части днище проверяется на прочность. Затем укладываются и свариваются между собой периферийные элементы днища и прихватываются к центральной части. После установки корпуса резервуара и приварки корпуса к периферийным листам швы между периферийной и центральной частями днища срубаются и днище резервуара вновь приваривается сплошным швом к корпусу; затем эти швы проверяются на герметичность.
Разворачивание рулонов корпуса может производиться одновременно с установкой элементов кольца жесткости и щитов покрытия. Для монтажа покрытия в центре резервуара устанавливается временная стойка высотой 14,9 м. Высота стойки принимается с учетом проектного подъема основания и строительного подъема покрытия. Стойка обычно изготовляется из катушки, на которую намотан рулон днища, с надставкой. К надставке присоединяется с помощью монтажного фланца центральный щит, который закрепляется четырьмя раскосами. На стойке закрепляются лестница, расчалка и отвесы. Собранная стойка устанавливается краном в вертикальное положение, выверяется по вертикали и закрепляется растяжками, что обеспечивает неизменное положение центрального щита в центре резервуара.
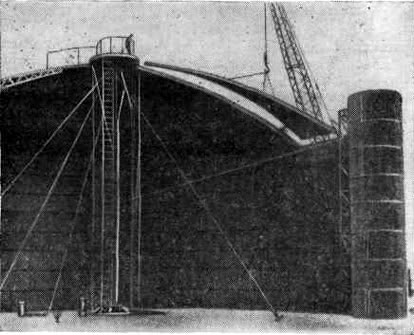
Для монтажа элементов кольца жесткости используются кран Э-1254 или другие краны. Элементы кольца жесткости свариваются между собой после проверки отвесами вертикальности корпуса; сварка производится со специальной люльки, перемещающейся по кольцу.
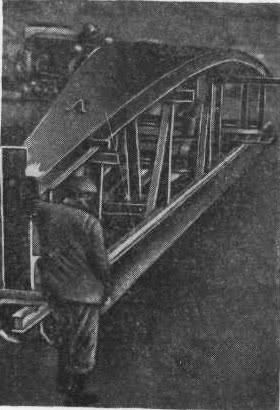
Монтаж покрытия производится секторами из предварительно собранных трапециевидных или треугольных щитов (рис. 13.11). Укрупнительная сборка щитов предварительно производится на специальном стенде-кондукторе (рис. 13.12), обеспечивающем увеличение изгиба на 150 мм. Изгиб щита компенсирует распорные осевые усилия. По мере укладки щитов производится сварка монтажных швов покрытия.
Выправка краев производится обычно в следующем приспособлении. Две трубы ?377 мм, длиной 12,5 м с расчалками соединяются между собой и устанавливаются краном в местах наибольшей деформации полотнища. При этом одна из труб располагается внутри резервуара, другая — снаружи. Одна труба крепится тросом к днищу через временную монтажную скобу, а вторая — к якорю (трактору). Тяговое приспособление надевается на вертикальную кромку полотнища, и с помощью трактора осуществляется выправка его краев. Перемещение приспособления с одного участка на другой производится краном. После выправки краев полотнищ стык замыкается клиньями и прихватывается сваркой, после чего с внутренней стороны устанавливается труба, нижний конец которой прихватывается к днищу, а верхний крепится тросом к якорю. Между трубой и стыком по всей высоте забиваются клинья для уплотнения стыка, а затем стык сваривается одновременно с двух сторон обратно-ступенчатым способом в направлении снизу вверх.
По окончании всех работ производятся залив резервуара водой, проверка на прочность и плотность.
Металлические резервуары емкостью по 10000 м3 смонтированы на Новочеркасской ГРЭС и ряде других электростанций, по 20000 м3 — на Молдавской, Ставропольской ГРЭС и других электростанциях.
Технико-экономические показатели монтажа мазутных резервуаров № 10 и 11 Ставропольской ГРЭС:
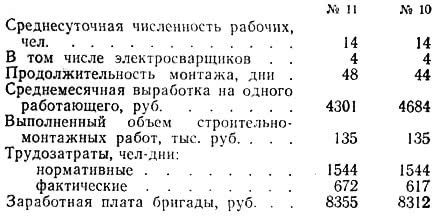
Высокая выработка объясняется тщательной инженерной подготовкой производства. Своевременно скомплектованы все узлы резервуаров, выполнена укрупни-тельная сборка монтажных элементов резервуара и трубопроводов внутренних устройств.