Древесина
Требования к качеству. Для изготовления окон применяют только специально подобранную древесину, способную противостоять эксплуатационным воздействиям и климатическим факторам. При определении качества древесины учитывают, предполагается ли в дальнейшем наносить покрытие (П) или нет (БП). Кроме того, нужно знать, будет ли эксплуатироваться рассматриваемая деревянная поверхность внутри (ВН) или снаружи (СН). Ранее на древесину для окон распространялись требования по качеству норм DIN 68360. В табл. 3.1 приведены требования к древесине для окон из этих норм.

Темная окраска окон приводит к нагреванию поверхности до 80°С. Вследствие этого при применении смолистых пород древесины происходит выделение смолы и образование трещин, а также повреждение поверхности элемента, окрасочного слоя и нарушение мест соединения. Выбор древесины требует особой тщательности, так как даже небольшие усадочные трещины приводят к повреждению окраски. Склонность древесины к выделению смолы зачастую еще не проявляется в процессе окраски и поэтому не фиксируется при ее контроле. Выделение смолистых веществ возможно также у тропических пород древесины, у которых это проявляется в виде изменения цвета окраски и повреждений окрасочного слоя. При видимых выходах таких веществ гарантировать прочность окраски нельзя.
Долговечность окон в процессе их эксплуатации зависит и от распиловки древесины при изготовлении элементов. Правильной является радиальная распиловка древесины с расстоянием годичных слоев не более 3 мм, во всяком случае для нижних горизонтальных элементов окна. Неправильным является тангенциальное расположение пильных полотен (тангенциальный распил). При применении тропических пород встречающиеся иногда повреждения насекомыми, если эти места носят единичный характер, допустимы. При этом исходят из того, что эти насекомые в наших широтах не могут вызвать дальнейших разрушений древесины.
Заболонь сосны и других подобных пород древесины допустима, однако она исключена при использовании дуба и таких пород древесины, у которых сильно различаются свойства ядровой и заболонной древесины.
Продольные трещины в элементах допустимы в случаях, когда они не широки и не протяженны, г.е. когда они не доходят до краев, хорошо по всей поверхности проклеены и укреплены. При этом речь идет лишь о трещинах, направление которых совпадает с направлением волокон, не пересекает его и которые после окраски поверхности не проявляются. Поперечные трещины недопустимы.
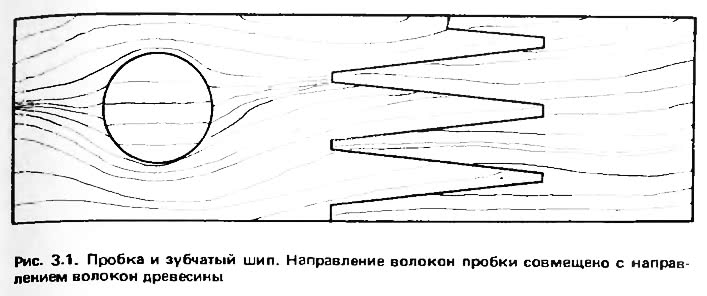
Клеевые швы не должны быть зияющими. Поэтому в настоящее время применяют, как правило, шиповые соединения. При толщине элементов свыше 50 мм углы образуют двойным шипом; при этом наружная стенка не должна быть тоньше 15 мм. Этот вид углового соединения является в настоящее время общепринятым. При его применении не удается, однако, избежать нарушения структуры древесины. Торец деревянного элемента, который обладает во много раз большей водопоглощающей способностью, чем его продольный распил, оказывается свободным, что способствует прониканию через него влаги. При испарении проникающей в элемент влаги он увеличивается в объеме, происходит расщепление углов и отслоение окрасочного слоя [31]. Углы коробок поэтому соединяют на "ус". При таком соединении торец древесины не выходит наружу. Исходя из изложенного выше, целесообразно при нарушении структуры усиливать соединение при помощи нагелей или шурупов. Применение клеев регламентируют нормы DIN 68602. Для древесины светлых тонов в соответствии с этими нормами принимаются группы нагрузок 63 и В4. Для древесины темных тонов и при нанесении прозрачных покрытий - только группа нагрузок В4.
Требования предъявляют не только к виду древесины и ее качеству, но также к конструкции. Так, недопустимо устройство острых краев и в целом профилей. Края следует закруглять (без нарушения структуры). Для подвижных переплетов нормы DIN 68121 предписывают скос под углом 30°, для глухих элементов — 15—20°. Минимально допустимыми значениями являются для подвижных элементов 20°, а для неподвижных — 10°. Для того чтобы в дальнейшем деревянные элементы можно было покрыть лаком, их поверхность отшлифовывают вдоль волокон тонкой шкуркой [7]
Влажная древесина для обработки и в качестве основы для нанесения краски непригодна. Относительная влажность хвойных пород древесины не должны превышать 15%, а для древесины лиственных пород — 12%. При этом измерения выполняют в нескольких местах, а пробы берут на глубине не менее 5 мм. У тропических лиственных пород влажность не должна превышать 15%, а измерения выполняют в середине толщины древесины. Изготовитель окон контролирует влажность древесины. Для тех, кто занимается малярными работами, этот контроль ограничивают зоной толщиной 5—10 мм [7, 8].
В нижней горизонтальной зоне окна целесообразно устанавливать слив, причем его наружную горизонтальную часть поверхности перекрывают элементом коробки. Нижний край слезника отлива переплета устраивают от поверхности слива не менее чем на 10 мм [45].
Виды древесины. Древесину подразделяют на европейскую и экспортируемую из других континентов. Кроме того, различают также древесину хвойных и лиственных пород.
Наиболее подходящими хвойными породами европейской зоны являются сосна, ель и пихта. Хвойные экспортные породы из других континентов представлены на рынке Oregon Pine и Pitch Pine. Из лиственных пород, импортируемых из других стран, бопее всего пригодны для изготовления окон следующие: Dark Red Meranti, Teak, Afzelia и Sipo.
К менее пригодным для изготовления окон породам дерева относят дуб. Red Pine и бразильскую сосну, а также некоторые другие породы дерева со смоляными кармашками. Все деревянные элементы окон должны выполнять возлагаемые на них функции. Однако не каждый изготовитель окон решается заменить породу дерева без согласия заказчика. На практике существуют породы древесины, которые легко различают, но есть и такие, которые различаются очень трудно. Эта трудность распознавания приводит, например, к тому, что внутри пород группы Meranti вместо Dark Red Meranti может быть поставлен более дешевый сорт. Помощь в распознавании пород древесины оказывает сборник терминов по лесу, таблицы по определению пород древесины или образцы. В особо трудных случаях консультируются со специалистом. На практике характеристики древесины определяют нормами DIN 68364, а также DIN 68360. Обозначение древесины, подлежащей покрытию лаковым составом, например для древесины группы Meranti выглядит следующим образом: древесина DIN 68360 — СНБП — MER. При обозначении СНБП предполагают, что древесину будут использовать снаружи и без покрытия непрозрачными красками. Последние буквы обозначают сорт древесины, причем краткое обозначение может быть взято из последующего обзора.
Древесина для изготовления окон. Ель (FI) имеет окраску древесины от белой до красноватой; древесина не атмосферостойкая.
Сосна (KI) имеет окраску древесины от красноватой до белой. Хвойная древесина подвержена насекомым и очень — повреждению синевой, обладает очень умеренной атмосферостой костью.
Различие между елью и сосной в том, что еловая древесина практически не подвержена повреждению синевой, однако ее древесину характеризует большое количество выпадающих сучков. Сучки, имеющиеся в сосновой древесине, не выпадают. Кроме того, сосна, будучи богата смолистыми веществами, не пригодна для покрытия темными красками.
Лиственница (LA) имеет окраску древесины от желтоватой до красно-коричневой, повреждается вредителями и умеренно атмосферостойка.
Пихта (ТА) обладает такими же свойствами, как ель.
Red Dark Meranti (MER) нвлвется лиственной породой и имеет красно-коричневую древесину с умеренной атмосферостойкостью и различной сопротивляемостью повреждениям насекомыми. В связи с близким родством с Light Red Meranti их часто путают и обозначают общим названием Red Meranti.
Afzеlia (AFZ) также является лиственной породой и имеет древесину от желтоватого до светло-коричневого цвета, которая склонна к тре-щинообразованию, однако несмотря на это обладает стойкостью против вредителей и известна своей атмосферостойкостью.
Мahagоni (МАЕ) является лиственной породой, имеет древесину от желтоватого до красно-коричневого цвета, постепенно темнеющую от времени, произрастает на островах Вест-Индии и в Центральной Америке. Она атмосферостойка и обладает сопротивляемостью против грибковых заболеваний и насекомых и поэтому является весьма ценной породой, которая^ однако^ из-за своей малой распространенности становится все дороже.
Siро (MAU) известна больше всего как Sipo Mahagom. Sipo действительно принадлежит к семейству Mahagoni Несмотря на это, обозначение Sipo Mahagoni вводит в заблюждение и поэтому применять его не следует, хотя нормы DIN 68364 вводят Sipo Mahagoni Utile как особый вид дерева. Древесина Sipo хорошо подходит для изготовления окон, так как она устойчива против грибков и насекомых, а также атмосферостойка, правда, вредное влияние оказывают содержащиеся в ней вещества [4].
Список перечисленных выше пород древесины нельзя считать ни полным, ни исчерпывающим. Однако для заказчика в конечном счете представляют интерес вид древесины и ее прочность. Более точную информацию получают из специальной литературы или путем консультаций со специалистами. После принятия принципиального решения о применении того или иного вида древесины для изготовления окон правильное конструирование элементов, изготовление и окраска являются важнейшими моментами, которые определяют пригодность древесины для выполнения соответствующих функций и ее стоимость. Исходя из условий окраски древесины ее разделяют на три типа:
- тип I — хвойная древесина, содержащая смолу, например сосна;
- тип II — хвойная древесина, содержащая мало смол, например ель;
- тип III — древесина лиственных пород, например Meranti.
Дополнительной мерой по сохранению товарного вида окон служит химическая защита древесины. Официально разрешенные и проверенные средства для защиты древесины включены в "Перечень средств для защиты древесины". В нем приведены сведения о специфических свойствах того или иного средства, в частности его собственном запахе, атмосферостойкости и области применения, а также об изготовителе.
Если никаких данных о группе окраски нет, обращаются к нормам DIN 18363 "Окрасочные работ". Эти нормы требуют, чтобы перед установкой окон и перед остеклением были выполнены их грунтовка и окраска за один раз. После установки окон и их остекления наносят еще один слой краски, а затем наружное покрытие.
При выборе краски и выполнении работ по окраске окон могут быть допущены различные ошибки. Поэтому необходимо обращать внимание на следующее. Связующее средство, входящее в лаковые составы, образует на поверхности древесины тонкую пленку. Эти красочные составы содержат частично защищающие древесину вещества и лишь незначительные добавки атмосферостойких пигментов. Поэтому бесцветных импрегнирующих и защитных средств, а также слишком светлого пакового покрытия для защиты деталей окон, подверженных атмосферным воздействиям, недостаточно, поскольку они не могут предотвратить последующего потемнения поверхности древесины. Как правило, при применении лаковых покрытий необходима добавка небольших количеств пигмента, чтобы защитить поверхность древесины от неблагоприятного воздействия солнечного света. Лаковые покрытия создают на поверхности древесины пленку незначительной толщины и имеют поэтому более высокую паропроницаемость, чем масляная окраска.
Отсюда вытекает рекомендация по применению лаковых покрытий в наружных окнах, которая заключается в том, чтобы покрывать лаком их внутреннюю сторону и фальцы. Благодаря такой окраске изменяется паропроницаемость в направлении изнутри наружу. Это препятствует усадке и набуханию древесины и упрощает очистку. Однако перед нанесением этой окраски все деревянные детали тщательно шлифуют.
Перед установкой окон обращают внимание на то, чтобы на поверхности окон не оставалось необработанных поверхностей. Если таковые имеются, то перед окраской их грунтуют. Причиной повреждений становится зачастую слишком тонкий первый слой окраски. Этот первый слой окраски, называемый часто грунтовкой, является слоем, который проникает в поры и тем самым создает достаточное сцепление древесины с последующими слоями окраски. Поэтому применяют бесцветные лаковые, а также частично окрашивающие пигментированные грунтовки, учитывая их способность защищать древесину. Средства для защиты древесины должны соответствовать требованиям норм DIN 68800, предъявляемым к окрасочным составам для окон.
Средства для защиты древесины предусматривают преимущественно защиту от насекомых, поскольку поражение древесины насекомыми нельзя предотвратить при помощи одним пишь конструктивных мероприятий. Однако в противоположность этому, повреждение деревянных элементов грибком ограничивают при помощи профилактических мероприятий. Повреждение грибком возникает только в том случае, если влажность древесины в течение длительного времени сохраняется на уровне 20%. Поэтому быстрому отводу воды уделяют особое внимание. Нужно избегать контакта между пораженной грибком и здоровой древесиной. Экзотические породы древесины поставляют без заболонной части и поэтому обладают иммунитетом против грибка, так как последний развивается именно в заболонной части древесины [55].
Определенной проблемой при выполнении окраски деревянных окон является окраска манжетного уплотнения, которое является сменяемым. Однако сменяемость не означает, что от маляра без точных указаний в описании процесса можно потребовать, чтобы он перед окраской деревянных окон снимал манжетное уплотнение. Грунтовку и первый окрасочный слой, как и в других труднодоступных местах поверхности деревннного элемента, наносят также и в пазу манжетного уплотнения. Поэтому целесообразно вначале окрасить окна и только потом устанавливать манжетное уплотнение. При описании порядка производства окрасочных работ обращают внимание на то, чтобы окна окрашивались только за два рабочих цикла, а именно, чтобы вначале окраска наносилась на одной стороне манжетного уплотнения. И только если этот слой краски достаточно высох, необходимо отвернуть уплотнение и временно закрепить его клейкой лентой, а затем подготовить древесину под окраску на другой стороне уплотнения. Окраска через манжетное уплотнение недопустима.
Во избежание путаницы следует отметить, что грунтовку называют профилактической защитой против окрашивающей древесину синевы. Более глубокую защиту древесины против гниения, плесени и древоточцев называют импрегнированием. Если древесина уже поражена факторами растительного или животного происхождения, в качестве профилактической защиты необходимы другие мероприятия. Тогда говорят уже о борьбе с повреждениями. При применении герметизирующих материалов надо избегать покрытия краской таких герметизирующих средств, которые по существу никакая краска покрыть не в состоянии. Нанесение бесцветных герметиков на деревянные элементы, которые подлежат окраске, недопустимо, так как они ведут к снижению сцепления краски с основанием и тем самым к возникновению неустранимых повреждений окрасочного слоя.
Старую окраску, которая имеет плохое сцепление с основанием, удаляют. Это относится и к неудачно выбранным или имеющим недостаточное сцепление с основанием герметикам.
Если группа окраски обведена кружком, то это означает, что рекомендация действует ограниченно, а именно, что не исключены повреждения поверхности и окрасочного слоя вследствие выделения смолы, а также образования трещин в древесине и в соединениях.
При применении непрозрачной окраски для обеспечения стойкости окрасочных слоев рекомендуют вначале нанести окраску на внутреннюю сторону окна, а затем на наружную. Если обращенная в сторону помещения окраска окажется дефектной — а для этого достаточно некачественной окраски в недопустимых местах — влага в виде водяного пара начинает мигрировать и воздействовать на наружный слой краски, который создает определенное препятствие для выхода пара наружу. Нагревание наружной стороны окна приводит к образованию вздутий, а затем и отслоений окрасочного слоя.
Изготовители окрасочных составов разработали таблицу групп окраски для непрозрачных и лаковых красок, которые подразделяют все деревянные конструкции по описанным выше видам древесины, а также по группам воздействий. Дальнейшая классификация состоит в подразделении краски по тону. По этим трем критериям (вид древесины, тон окраски, климатические условия) может быть выбран необходимый тип окраски (табл. 3.2). Пример использования этой таблицы приводится ниже. Многоэтажный жилой дом подвергается нормальному прямому воздействию атмосферных условий. В соответствии с табл. 3.2 в этом случае требуется темное лаковое покрытие. Материалом для изготовления окон является ель. Из таблицы видно, что для прямого воздействия атмосферных условий принимается тип воздействий атмосферных условий I. Темное лаковое покрытие соответствует тону окраски № 4. Ель является древесиной типа II. Поэтому необходимая группа окраски определяется как 4/П/С.
Оценивать пластмассы только по стоимости было бы неправильным. Не следует поступать таким образом и в отношении других предметов повседневного пользования. Для того чтобы можно было говорить об окнах из пластмасс, а не о металлических окнах в пластмассовом чехле, профиль должен обладать определенной массой, как правило, порядка 1,5 кг/м. А поскольку масса вставляемого профиля почти такая же, то получается, что в многостенном профиле толщина стенок очень небольшая. Для системы с небольшим количеством полостей толщина стенок профиля оказывается вследствие этого большей. Обычно толщина стенок составляет 3—4 мм. Допуск на толщину стенок — около 5%, а на размеры профиля — до 2%.
Достоинством пустотелых профилей из ПВХ, обладающего высокой ударной вязкостью, является возможность вводить в камеры большое количеством металлических элементов жесткости, благодаря которым даже большие элементы могут сохранять достаточную устойчивость. Способность к подгонке свойственна, собственно, только окнам из профилей ПВХ. Недостатки этих окон, безусловно, связаны с небольшой прочностью пластмассы и большим значением коэффициента линейного расширения.
Этот строительный материал характеризуется следующими свойствами; плотность 1,4 г/см3; предел прочности при растяжении 50 Н/мм2; удлинение при разрыве 70% (нормы DIN 53455).
Значение модуля упругости ПВХ изменяется в зависимости от температуры. В качестве расчетного значения принимается 2,5 тыс. Н/мм2. Коэффициент линейного расширения в интервале температур от —30 до +50°С принимают равным 70—80·0—6 К—1.
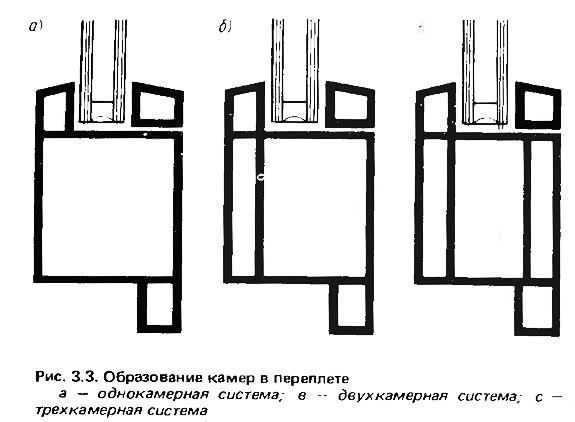
Различие между двумя рассматриваемыми видами пластмасс состоит также в способе образования углов. Так, полиуретан склеивают или соединяют при помощи уголков. Поливинилхлорид, как правило, сваривают и только вставные элементы стоек присоединяют винтовыми соединениями. Незначительное количество пластмассы в виде литьевой смолы, усиленной стекловолокном, поступает на рынок. Подавляющая доля потребности в пластмассовых окнах покрывается ПВХ высокой ударной вязкости, который здесь подробно обсуждается. Существенным отличительным признаком различных пластмассовых окон является способ образования камер в профилях коробок и переплетов. Однокамерная система благодаря наличию большой камеры обеспечивает высокую устойчивость, поскольку позволяет устанавливать в этой камере жесткий металлический профиль. Однако теплоизоляционные свойства однокамерного профиля невысоки, так как установленный в камеру металлический профиль отделен от наружного и внутреннего пространства лишь стенками поливинилхлорида толщиной 4 мм. Более распространенной и удобной для конструкции окна является многокамерная система. Здесь, в частности, речь идет о двухкамерной системе с главной камерой, расположенной на внутренней стороне профиля и передней камерой, обращенной наружу. Благодаря этому достигается разделение в термическом отношении наружного и внутреннего пространства. Кроме того, переднюю камеру используют для отвода воды, собирающейся в фальце для стекла. Трехкамерная система обладает несколько лучшими теплозащитными свойствами, однако ее недостатком является то, что средняя камера оказывается уже слишком мала для установки в ней металлического элемента жесткости.
Приборы привинчивают здесь не к сплошному материалу и поэтому их креплению уделяют особое внимание. При больших размерах элементов целесообразно и даже необходимо привинчивать приборы к металлическим вкладышам. По крайней мере на одной стороне прибора устанавливают металлический вкладыш, чтобы не происходило поперечного разворота прибора. Применение привинчиваемой полосы, состоящей из двух частей, целесообразно только при небольших размерах элементов, так как при сверлении полоса изгибается. Рекомендуется применять полосу, состоящую из трех частей, при применении которой изгибающая нагрузка на поливинилхлоридную стенку уменьшается.
При элементах меньших размеров крепление приборов непосредственно к ПВХ допустимо только в тех случаях, когда сверление производится к более толстой, несущей стенке профиля. Привинчивание металлических деталей к пластмассе затруднено из-за скользкой поверхности пластмассы. Чтобы избежать скольжения по периметру, применяют стопорные штифты [29].
Желательно, чтобы цвет приборов подходил к окраске пластмассы. На практике это выполняется в двух вариантах. На металлическую поверхность приборов одевают покрытие из пластмассы того же цвета. Однако опыт показывает, что последнее, изготовленное с применением размягчителя, впоследствии становится хрупким или выходит из строя вследствие каких-либо других причин. Поэтому лучше окрашивать видимые металлические детали лаком под цвет пластмассы. Исходный материал для поливинилхлоридных окон окрашен в белый цвет, а архитектура требует иногда применения цветных профилей. Для окраски профилей обычно применяют следующие способы.
Примерно половина всех предлагаемых на рынке систем профилей основана на применении пластмассы, окрашенной в массе. При этом способе окраски красящие пигменты смешивают со смолой перед экструзией Образующийся при экструзии профиль оказывается окрашенным по всему сечению [59].
Еще один способ получения окрашенной пластмассы связан с повторной поверхностной экструзией (коэкструзией) расплава окрашенной поливинилхлоридной смолы. При этом окрашивается лишь та часть поверхности профиля, которую желают окрасить. Иногда вместо повторной поверхностной экструзии двух поливинилхлоридных смол в процессе экструзии включают акрил. При поверхностной экструзии поливинилхлоридной смолы получают слой толщиной 2 мм, при экструзии полиакрила — лишь до 0,6 мм. Кроме того, элементы белого цвета можно дополнительно покрыть твердым слоем алкидной смолы или акрилового лака.
Все элементы, полученные с применением коэкструзии или окраски, подвержены повреждениям от ударных воздействий, при которых верхний окрашенный слой отслаивается и становится видимым белый цвет основного профиля.
Применение окрашенного профиля сопряжено с определенным риском, поскольку окрашенный профиль стареет быстрее, чем профиль белого цвета, так как при воздействии солнечного излучения он нагрева ется сильнее. Если поливинилхлоридный профиль подвергается температурным воздействиям в интервале от —10 до +40°С, то температурные напряжения в элементах профиля на южной и юго-западной сторонах дома не менее чем на 50% выше у профиля, окрашенного в темный цвет.
С этим связано также повышенное температурное удлинение. Быстрее выбираются допуски в приборах. Тепловые удлинения в конечном счете также являются причиной того, что при изготовлении окон из пластмассовых профилей ограничивают размеры створок. Принимать ширину дверей свыше 1,3 м и высоту более 2,2 м быпо бы неправильно. Ширина срвдне-подвесных переплетов не должна превышать 2—2,5 м. Причиной этого являются допуски деталей приборов, при которых невозможно большее удлинение конструкций.
Желание применять цветные профили проявляется также в конструкции окна. Так, при применении цветных профилей независимо от размеров окон их усиливают металлическими вкладышами. Из-за больших удлинений цветных профилей процессу их установки уделяют особое внимание. Жесткие крепления ставят только в середине окна, все остальные крепления устраивают подвижными. Крепления в углах коробок при цветных окнах располагают на расстоянии от углов не менее 25 см. Расстояние между точками крепления не должно превышать 60 см. При установке стоек и ригелей крепления устанавливают только на стороне стойки или ригеля; установка креплений с обеих сторон ограничивала бы удлинение элементов и создала бы опасность разрушения. При остеклении окон из цветных профилей учитывают их вид с обратной стороны, а также следят, чтобы подкладки под стекла были установлены на достаточном расстоянии от углов.
Из-за различной степени потемнения между затененными и незатененными поверхностями профиля изготовителем сокращается гарантия на невыцветаемость. Стоимость цветных профилей примерно на 20% выше стоимости аналогичных профилей белого цвета. На цветных профилях царапины и прочие повреждения проявляются в большей степени, поэтому такие окна требуют более тщательного обслуживания.
Уязвимым местом поливинилхлоридных профилей являются сварные швы между отдельными элементами. При неправильно выбранной температуре сварки или недостаточном охлаждении в углах изделий происходит образование трещин. Небольшие волосяные единичные трещины можно сделать малозначительными, использовав расплавленный такой поливинилхлоридный материал. Если трещины образуются в большом количестве, имеют большую длину и, пересекая сварной шов, продолжаются в материале, такие конструкции признают непригодными и подлежат замене. Сквозные трещины, проходящие внутрь профиля, неисправимы.
Слабым местом пластмассы является ее подверженность химическим средствам. Обычно при поставке окон гладкая поверхность профиля испытывает еще последствия экструзии. Поверхность проветривается и при этом слабеет, однако это является нормальным явлением.
Что побуждает застройщика выбирать пластмассу в качестве материала для изготовления окон?
Существенным решающим критерием выбора пластмассы как материала для окон является их стоимость. Хотя их изготовление обходится обычно примерно на 20% дороже аналогичных деревянных окон, однако это превышение амортизируется за счет незначительных эксплуатационных затрат. Сам по себе материал не требует никакого ухода. Его можно мыть простой водой, обычными моющими средствами. Повреждение манжетных уплотнений и приборов красками исключено. Эксплуатация приборов при всех видах окон одинакова.
Алюминий
При изготовлении окон применяют исключительно легированный состав AlMgSi0,5F22. Цифра 0,5 означает, что в составе содержится 0,5% кремния. Цифра 22 указывает минимальную прочность на растяжение. По сравнению с чистым алюминием при легировании коррозионная стойкость ухудшается. Однако легирование магнием и кремнием возвращает алюминию коррозионную стойкость и повышает его прочность. Материал легко шлифуется и обрабатывается щеткой, хорошо сваривается и паяется. Как металл алюминий стоит в гальваническом ряду напряжений. Поэтому винты для соединения алюминиевых деталей полностью выполняют из цветных металлов.
Технические данные алюминия: модуль упругости 70 000 Н/мм2; предел прочности на растяжение 220 Н/мм2; коэффициент линейного (теплового) расширения — 24·10—6 К—1; коэффициент теплопроводности 204 Вт/(м·К).
Алюминий является негорючим и невоспламеняемым материалом. По устойчивости алюминий превосходит и дерево, и пластмассы. Поэтому профили из этого материала при соответствующем исполнении применяют для изготовления элементов больших размеров.
Толщина стенок алюминиевого профиля принимается не менее 2,5 мм. В местах винтовых соединений толщина стенок должна быть на 3 мм больше. Толщина стенок профиля, изготовленного из анодированного алюминия, принимается равной 3 мм [45].
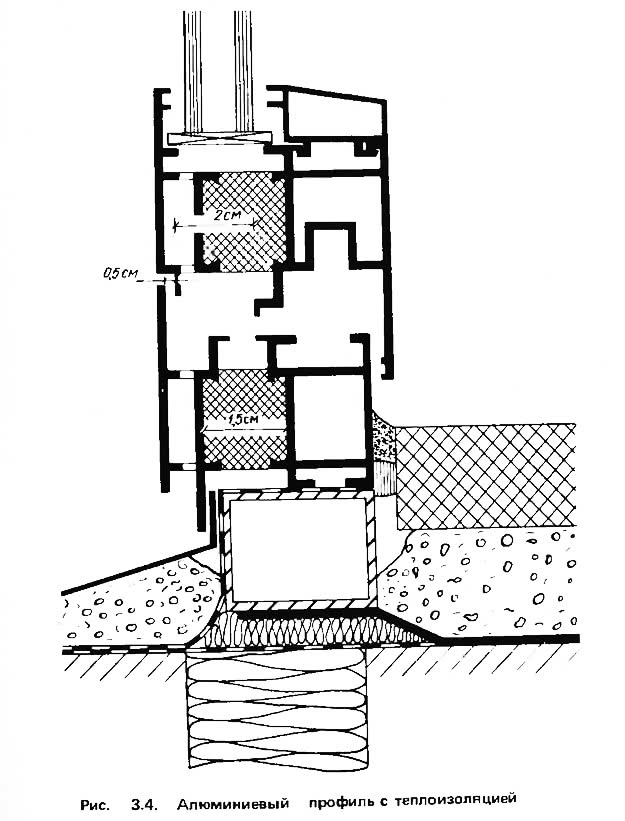
При разделении двух алюминиевых плоскостей расстояние между ними устраивают не менее 1,5 см, чтобы обеспечить эффективную теплоизоляцию. Поверхность алюминии, как правило, не сохраняет естественного внешнего вида. Если поверхность алюминия ничем не обработана, на ней образуется слой окисла толщиной примерно 0,003 мм, не очень красивый и немного пятнистый [24]. Поэтому обычно алюминиевые окна после изготовления и перед остеклением подвергают специальной электрохими ческой обработке — анодированию. При этом образуется одноцветный слой искусственного окисла равномерной толщины.
Алюминий допускает несколько видов поверхностной обработки. Механическим путем, в частности, шлифовкой, полировкой и т.п., устраняют неровности, выступы и т.д. При помощи травления или обезжиривания удаляют слой естественного окисла (предварительная подготовка для анодирования).
Качество анодирования может быть охарактеризовано следующим образом.
- А0. Никакой механической обработки поверхности не проводят. Анодное окисление производят после обезжиривания и травления. Поэтому после изготовления и обработки такие дефекты поверхности, как шероховатость, раковины и т.п., остаются видимыми.
- А1. Благодаря шлифовке образуется однородная матовая поверхность. Дефекты поверхности исключаются, но следы шлифовки остаются видимыми.
- А2. При помощи щеток добиваются однородной светлой поверхности. Дефекты поверхности частично ликвидируются.
- АЗ. Благодаря полировке образуется глянцевая поверхность, однако дефекты ликвидируются еще не полностью. Не исключено, что дефекты, имеющиеся на обратной стороне ребра, проявятся на лицевой.
- А4. При помощи шлифовки и обработки поверхности щетками образуется однородная светлая поверхность без дефектов. Скрытая коррозия исключена.
- А5. Шлифовка и полировка позволяют получить гладкую глянцевую поверхность, не имеющую дефектов. На такой поверхности также не наблюдают скрытой коррозии.
- А6. После травления поверхность становится матовой. Механической обработки не требуется. Раковин и шероховатости такая поверхность не имеет.
Окраску поверхности обозначают следующим образом: С-0 — бесцветная; С-31 — слегка бронзовая; С-32 — светло-бронзовая; С-33 — бронзовая средней интенсивности; С-34 — темная бронзовая; С-35 — черная.
Для получения описанных выше цветов окраски используют как электролиз, так и анодирование.
Серые тона: С-36 (светло-серый); С-37 (серый); С-38 (темно-серый) — получают только при помощи анодирования [23].
Следует иметь в виду, что при всех процессах, связанных с анодированием алюминия, невозможно добиться полной равномерности и однород ности окраски, особенно если детали изготавливали в разное время. Поэтому незначительные отклонения в окраске естественны и неизбежны.
Наряду с анодированием поверхности алюминия возможна также его окраска путем нанесения лаков на основе акриловых, полиуретановых смол или путем напыления лака. Подобные паки сохнут либо при нормальной температуре на воздухе, либо требуют обжига. В любом случае основание должно быть чистым, иначе происходят образование пузырьков и отслоение окрасочного слоя. Нанесенные таким образом слои лака неатмосферостойки, желтеют и шелушатся [24].
Здесь может иметь место, как и у окрашенной пластмассы, механическое повреждение поверхности. При этом становится видимым естественный серебристый тон металла. Однако возможно и исправление этих дефектов.
Для алюминиевых приборов действительны те же требования, что и для пластмассовых, в частности, окраску всех деталей приборов подбирают в тон окраске коробок и переплетов.
Возможны повреждения алюминия в процессе строительства брызгами известкового или цементного раствора. Если они остаются длительное время на поверхности алюминия, то последний повреждается. Поэтому в процессе выполнения строительных работ в доме алюминиевые окна полностью закрывают.
Если тем не менее вследствие длительного воздействия извести или других минеральных вяжущих или кислот на поверхности алюминия появляются следы повреждений, их удаляют путем механической очистки абразивными средствами, стекловолокном и другими средствами очистки. После такой очистки и повторной обработки вид поверхности существенно улучшается. Однако, несомненно, что при механической очистке поверхности алюминия отслаивается небольшой спой и толщина анодированного слон уменьшается, поэтому механическую очистку алюминиевой поверхности с дополнительной обработкой можно применить один раз — для восстановления внешнего вида алюминиевого изделия, и не может рассматриваться как постоянное решение. Если алюминий получен в таком виде, целесообразно отказаться от его механической очистки. Все подобные мероприятия ухудшают структуру поверхности надолго, поскольку абразивные средства способствуют износу и истиранию поверхностного слоя. А поскольку в процессе строительства загрязнения, как правило, неизбежны, это влечет за собой определенное снижение стоимости алюминиевых изделий, требующее компенсации.
Повреждение элементов алюминиевых окон имеет место и на фасадах, выполненных из сборных железобетонных конструкций. Выпадающие осадки вымывают из бетона частицы вяжущего, которые, стекая по поверхности алюминиевых окон, оставляют на них следы. Возможно также выцветание алюминия. Итак, все это показывает, что алюминий, наряду с влиянием атмосферных воздействий, во время строительства интенсивно подвергается воздействию минеральных веществ. Очистка алюминия на фасаде описана в памятке по алюминию А5 [62].
В связи с вышеизложенным, алюминиевые окна на стройплощадке устанавливают как можно позднее [31]. Если это по каким-либо причинам невозможно, за окнами тщательно следят и укрывают от загрязнений. Что побуждает заказчика выбирать алюминий в качестве материала для изготовления окон? Как материал для фасада алюминий, исходя из эстетических соображений, удовлетворителен. В противоположность пластмассе он не производит впечатление недостаточно прочного или мягкого материала. При помощи анодирования алюминий можно окрасить в различные цвета. При помощи лаков и обжига практически достижимы любые расцветки. Стоимость окон или алюминия примерно на 50% выше стоимости аналогичных пластмассовых окон. Алюминиевые оконные коробки не требуют обслуживания в процессе эксплуатации. Однако, чтобы избежать травления алюминия, материал периодически чистят. Образование конденсационной влаги на профилях избегают при помощи правильного направления потоков теплого воздуха перед окнами [21].
Сталь и другие материалы
Сталь как материал для окон в жилых и общественных зданиях не используют. Она находит применение во вспомогательных зданиях и в промышленном строительстве. Недостатком стали является ее большая подверженность коррозии, которая требует постоянных эксплуатационных затрат. В соответствии с требованиями DIN 5594 окрасочную защиту стали от коррозии при помощи трехразовой окраски кистью, распыления или погружения выполняют на базе свинцового сурика и других аналогичных составов. Подверженность стальных окон коррозии можно существенно уменьшить путем их оцинкования. Оцинкование выполняют в цинковой ванне.

Оцинкованные стальные детали также целесообразно после некоторого времени воздействия атмосферы один раз огрунтовать и один раз окрасить
К стальным окнам причисляют также пластмассовые окна, у которых для усиления жесткости поливинилхлоридных профилей устраивают вкладыши из стали Определяющим признаком такой конструкции является масса ПВХ, которая не превышает 1,5 кг на 1 м длины. При этом оказывается невозможной также сварка уголков из ПВХ для создания углового соединения. Здесь выполняют гребенчатое или другое какое-либо угловое соединение. Читателю, интересующемуся стальными окнами, можно рекомендовать ознакомиться с информацией фирм-изготовителей.

Предлагаются также смешанные конструкции из различных материалов. Так, хорошая статическая устойчивость деревянных окон комбинируется с почти не требующими ухода наружными алюминиевыми декоративными элементами (рис. 3.5) . Возможно также создание аналогичной конструкции, в которой наружную алюминиевую оболочку одевают на пластмассовый профиль (рис. 3.6).
Другие возможности связаны с тем, чтобы сконструировать алюминиевый профиль и снаружи для улучшения теплозащитных качеств и атмосферостойкости прикрепить к нему соответствующий пластмассовый профиль. Это исчерпывает все мыслимые комбинации. При использовании несущей деревянной конструкции с наружной облицовкой обращают внимание на то, чтобы вода не проникала в недоступные места.