§ 49. Организация централизованной заготовки элементов покрытий из кровельной стали
- § 33. Подготовка листовой стали
- § 34. Подготовка сортовой стали
- § 35. Сверление и зенкование
- § 36. Огрунтовка кровельной листовой стали
- § 37. Заготовка лежачих и стоячих фальцев
- § 38. Угловые фальцевые соединения
- § 39. Разметка, изготовление шаблонов и выкатка заготовок
- § 40. Заготовка картин рядового покрытия и карнизного свеса
- § 41. Заготовка элементов надстенных и подвесных желобов и покрытий разжелобков
- § 42. Заготовка элементов покрытий поясков, сандриков и оконных сливов
- § 43. Заготовка элементов покрытий парапетов, стен и различных фартуков брандмауерных
- § 44. Соединение криволинейных элементов между собой
- § 45. Заготовка воротников вокруг труб, элементов покрытий слуховых окон, колпаков и зонтов над трубами
- § 47. Холодная клепка и паяние
- § 48. Заготовка деталей водосточных труб
- § 49. Организация централизованной заготовки элементов покрытий из кровельной стали
- § 50 изготовление хозяйственного инвентаря
Для жилищно-гражданского и промышленного строительства в крупных центрах, а также для капитального и текущего ремонтов требуется много разнообразных стандартных элементов из кровельной стали: картин, карнизных свесов, надстенных и подвесных желобов, фартуков и воротников, а также водосточных труб различных диаметров. Заготовка их вручную обходится слишком дорого, причем много материалов теряется на отходах. Более прогрессивным способом является централизованная заготовка деталей и узлов из кровельной стали в мастерских и механизация всего комплекса заготовительного процесса.
Сосредоточение в таких мастерских всех заготовительных работ позволяет организовать технологический процесс по поточному методу с применением механизмов на всех его участках. Продукция такой мастерской дешевле продукции, полученной в условиях построечной мастерской, и отличается более высоким качеством, что повышает производительность труда при укладке заготовленных элементов в кровельное покрытие.
Мастерская имеет два цеха: цех механизированной заготовки картин кровельного покрытия и цех механизированной заготовки деталей водосточных труб. В каждом цехе оборудование расположено по технологическим линиям и образует два самостоятельных потока. При такой организации производства конечная продукция имеет невысокую стоимость при высоком ее качестве.
Цех заготовки картин кровельного покрытия дополнительно располагает -помещением для механизированной проолифки (черных) и ускоренной сушки листов.
В цехе для заготовки деталей водосточных труб (рис. 84) листы кровельной стали подают к рабочему месту / для резки листов на заготовки прямых звеньев и других деталей. На рабочем месте 2 заготовляют фальцевые отгибы, после чего свертывают заготовки прямых звеньев, колен и деталей воронок 3, обжимают продольные фальцы 4 и прокатывают на прямых звеньях зиги 5.
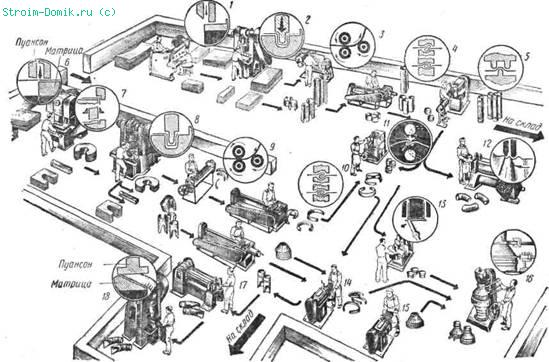
Рис. 84. Механизированный цех заготовки деталей водосточных труб; 1 — 18 — рабочие места
Заготовку конусов, обечаек воронок и отметов приготовляют на рабочем месте 6.
На рабочих местах 7 и 8 в заготовках отгибают фальцевые отвороты и отворотные губки. Заготовки обечаек, отметов и конусов воронок свертывают на месте 9. Свернутые обечайки поступают для обжатия продольных фальцев (рабочее место 10) и их точечной прихватки в двух местах на электросварочной установке 11. Гофрируют колена на рабочем месте 12, а на месте 13 отбортовывают в патрубках торцовые кромки на 90°. Далее в обечайках прокатывают зиги и отгибают торцовые кромки для фальцейного сочленения (рабочее место 14), отбортовывают торцовые отгибы на конусах воронок (15) и собирают воронку с закаткой в ее ободок проволочного кольца (16), На последних рабочих местах поточной линии гофрируют отметы (17) и спрямляют в них сливные стенки (18).