§ 47. Холодная клепка и паяние
- § 33. Подготовка листовой стали
- § 34. Подготовка сортовой стали
- § 35. Сверление и зенкование
- § 36. Огрунтовка кровельной листовой стали
- § 37. Заготовка лежачих и стоячих фальцев
- § 38. Угловые фальцевые соединения
- § 39. Разметка, изготовление шаблонов и выкатка заготовок
- § 40. Заготовка картин рядового покрытия и карнизного свеса
- § 41. Заготовка элементов надстенных и подвесных желобов и покрытий разжелобков
- § 42. Заготовка элементов покрытий поясков, сандриков и оконных сливов
- § 43. Заготовка элементов покрытий парапетов, стен и различных фартуков брандмауерных
- § 44. Соединение криволинейных элементов между собой
- § 45. Заготовка воротников вокруг труб, элементов покрытий слуховых окон, колпаков и зонтов над трубами
- § 47. Холодная клепка и паяние
- § 48. Заготовка деталей водосточных труб
- § 49. Организация централизованной заготовки элементов покрытий из кровельной стали
- § 50 изготовление хозяйственного инвентаря
Клепка, Клепку применяют для прочного неразъемного соединения двух относительно тонких деталей, например, двух листов, двух полос или полосы с листом. В кровельных работах клепку используют при устройстве надстенных и подвесных желобов-, креплении зонтов над колпаками дымовых труб, изготовлении хозяйственного инвентаря.
Для таких соединений пользуются заклепками диаметром до 6 мм.
Заклепка представляет собой цилиндрический стержень с закладной головкой на одном конце. После расклепки конусного конца стержня образуется головка, которая называется замыкающей. Материал заклепок должен быть мягким. Кровельщики пользуются жестяницкими заклепками.
Диаметр стержня заклепки зависит главным образом от толщины соединяемых деталей и берется обычно в 1,5 — 2 раза больше толщины одной детали. Длина стержня заклепки слагается из толщины обеих склепываемых деталей и возвышения стержня, необходимого для образования замыкающей головки.
Возвышающийся конец заклепки зависит от формы замыкающей головки. Если она будет полукруглой, то длина должна быть равна 1,25 — 1,5 диаметра стержня. Если головка будет выполнена впотай, то длина возвышающейся части должна составлять 0,8 — 1,2 диаметра стержня.
Клепка бывает двух видов: обыкновенная, когда обе головки заклепок возвышаются над поверхностями склепываемых деталей и потайная, когда головки заклепок скрыты заподлицо с поверхностями склепанных деталей.
Детали из сортовой стали склепывают с деталью из кровельной стали одной и реже двумя заклепками. Закладные головки заклепок должны располагаться на тонкой детали.
При изготовлении хозяйственного инвентаря различные детали соединяют заклепочными швами в один и реже в два ряда. Обычно детали соединяют внахлестку (рис. 77, а, б).
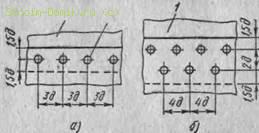
Рис. 77. Заклепочные швы:
а — соединение внахлестку с одним рядом заклепок, б — соединение внахлестку с двумя рядами заклепок;
/ — лист, 2 - заклепка, 3 — диаметр отверстия
Кровельщики наиболее часто применяют прочный шов '(рис. 71, б). Шаг (д) между заклепками склепываемых листов для однорядных швов должен быть равен не менее чем трем диаметрам стержня заклепки. Расстояние от центра заклепки до кромки соединяемых деталей должно составлять 1,5 диаметра стержня заклепки. Отверстия для заклепок сверлят примерно на 1/10 больше диаметра их стержня. Перед клепкой с поверхности удаляют заусенцы.
Когда детали склепывают впотай, отверстия под головки в деталях раззенковывают под углом 60 — 90° на глубину, равную высоте закладной головки.
Рабочие операции клепки (рис. 78) выполняют следующими инструментами: поддержкой 4, осадкой /, обжимкой 6 и молотком 5 массой не более 0,3 кг. Поддержка предназначается для укладки закладной головки заклепки, поэтому поверхность поддержки, на
которую опирается закладная головка, должна иметь лунку по форме головки. Осадка служит для уплотнения склепываемых листов 3, а обжимка — для окончательного оформления замыкающей головки поставленной заклепки. Осадки, поддержки и обжимки изготовляют из инструментальной стали.
Склепывание деталей начинают с постановки маячных заклепок на концах шва и нескольких заклепок, симметрично располагаемых между маячными.
Процесс клепки слагается из следующих операций: подгонки склепываемых деталей; разметки деталей для сверления в них отверстий под заклепки; сверления отверстий (при клепке впотай и зенковании); установки заклепок; осадки склепываемых деталей для плотного примыкания их друг к другу и к замыкающей головке заклепки окончательного формирования замыкающей головки обжимкой. Паяние. Паяние представляет собой процесс соединения металлических деталей легкоплавким сплавом — припоем. Паяние в кровельных работах применяют в тех случаях, когда необходимо получить плотный водонепроницаемый шов.
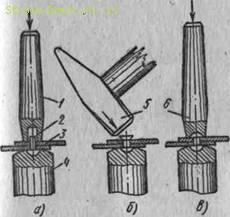
Рис. 78. Рабочие операции клепки:
а — осаживание соединяемых листов, б — расклепка стержня заклепки молотком, в — формирование головки; 1 — осадка, 2 — заклепка, 3 — склепываемые детали, 4 — поддержка, 5 — молоток, 6 — обжимка
Нередко паяние (одновременно с клепкой) используют при заготовке воротников для дымовых труб, хозяйственного инвентаря.
Процесс паяния основан на том, что расплавленный припой, введенный в зазор между подогретыми деталями, смачивает их и проникает в поры основного металла. После застывания припоя образуется плотный шов. Кровельщики пользуются преимущественно мягкими припоями, имеющими температуру плавления около 300° С.
'Припои представляют собой оловянно-свинцовые сплавы с различным процентом содержания олова.
Во время паяния соединяемые детали нагревают. От нагрева в соединяемых местах образуются окиси металлов, которые препятствуют получению прочного шва. В связи с этим при паянии употребляют флюсы — вещества, способствующие удалению образовавшихся окисей. В качестве флюсов применяют хлористый цинк (травленую соляную кислоту), канифоль, соляную кислоту и паяльные пасты.
Для паяния применяют паяльник, который нагревают паяль-1 ной лампой или в горне, или электрический.
Перед паянием кромки соединяемых деталей очищают от ржавчины, грязи и жиров, выравнивают и удаляют с них заусенцы.1 Затем зачищают и облуживают ребро паяльника (рис. 79, а).
При паянии стали места спая предварительно облуживают! т. е. покрывают тонким слоем олова.
Опаиваемые кромки деталей укладывают на ровном деревянном бруске, а во время пайки прижимают деревянным прижимом (рис. 79, б). После рихтовки кромок в их зазор вводят хлористые цинк кисточкой или лучинкой. Если шов длинный, то его сначала припаивают (прихватывают) в нескольких точках.

Рис. 79. Рабочие приемы паяния:
а — зачистка ребра паяльника на куске нашатыря, б — припайка одной детали к другой, в — взятие припоя на рабочее ребро паяльника
Паяльник с припоем на его рабочем ребре (рис. 79, в) устанавливают в начале шва. Затем по мере затекания припоя в зазор шва это место прижимают, а паяльник медленно передвигают дальше. В этом положении паяльник снова задерживают до затекания припоя в зазор, после чего прижим переносят в это место, а паяльник передвигают дальше.
Запасы припоя на рабочем ребре паяльника периодически пополняют, прихватывая кусочек припоя.
Спаиваемое изделие рекомендуется в период пайки держать с легким наклоном в сторону движения паяльника (рис. 80).
Сжатые кромки соединяемого изделия освобождают только после полного затвердевания припоя. Верный признак затвердения припоя — превращение цвета полоски спая у шва из серебристо-белого в матово-серый. Остывший шов промывают или протирают содовым раствором или водой, а затем обтирают сухой ветошью.
Для работы с соляной кислотой нужно надевать фартук, резиновые перчатки и защитные очки.