§ 35. Сверление и зенкование
- § 33. Подготовка листовой стали
- § 34. Подготовка сортовой стали
- § 35. Сверление и зенкование
- § 36. Огрунтовка кровельной листовой стали
- § 37. Заготовка лежачих и стоячих фальцев
- § 38. Угловые фальцевые соединения
- § 39. Разметка, изготовление шаблонов и выкатка заготовок
- § 40. Заготовка картин рядового покрытия и карнизного свеса
- § 41. Заготовка элементов надстенных и подвесных желобов и покрытий разжелобков
- § 42. Заготовка элементов покрытий поясков, сандриков и оконных сливов
- § 43. Заготовка элементов покрытий парапетов, стен и различных фартуков брандмауерных
- § 44. Соединение криволинейных элементов между собой
- § 45. Заготовка воротников вокруг труб, элементов покрытий слуховых окон, колпаков и зонтов над трубами
- § 47. Холодная клепка и паяние
- § 48. Заготовка деталей водосточных труб
- § 49. Организация централизованной заготовки элементов покрытий из кровельной стали
- § 50 изготовление хозяйственного инвентаря
Круглые отверстия в металле получают сверлением. Для сверления применяют главным образом спиральные сверла различных диаметров.
Спиральное сверло, ГОСТ 885 — 64 (рис. 45, а), состоит из рабочей части и хвостовика, которым оно закрепляется в шпинделе станка.
Рабочая часть сверла имеет две части: цилиндрическую и режущую. На цилиндрической части расположены две винтовые канавки 4, которые предназначаются для отвода стружки в сторону. По краям канавок находятся ленточки 5. Они служат для уменьшения трения сверла о стенки отверстия в детали.
Режущая часть сверла (рис. 45, б) состоит из конуса, на котором находятся две режущие кромки 3, поперечная кромка / и задняя поверхность 2. Угол заточки в зависимости от металла детали может колебаться в пределах 110 — 150°.
Хвостовики бывают двух типов: конические и цилиндрические. Конический хвостовик удерживает сверло в шпинделе благодаря трению, возникающему между конусом хвостовика и переходной
конусной втулкой 6 (рис. 45, в). Сверло с цилиндрическим хвостовиком укрепляют в шпинделе станка при помощи кулачкового патрона. Лапка — концевая часть сверла — служит упором при выбивании сверла из гнезда или патрона.
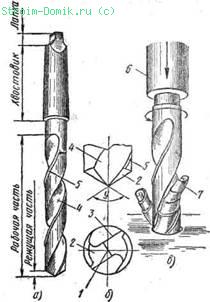
Рис. 45. Спиральное сверло:
а — общий вид, б — режущая часть сверла, в — сверло в процессе сверления; / — поперечная кромка, 2 — задняя поверхность, 3 — режущая кромка, 4 — канавка, 5 — ленточка, 6 ■- переходная конусная втулка, 7 — стружка
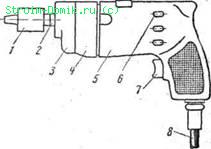
Рис. 46. Ручная электросверлилка ИЭ-1008:
1 — патрон, г — шпиндель, 3 — крышка редуктора, 4 — редуктор, 5 — корпус электросверлилки, 6 — вентиляционные отверстия, 7 — курок, 8 — токоподводящий шнур
При работе сверло совершает вращательное движение,
во время которого срезается стружка металла, и поступательное перемещение, направленное вдоль оси вращения, при котором сверло углубляется в обрабатываемую деталь.
Высокая производительность и хорошее качество работы сверл возможны лишь при правильной их заточке. Иначе сверло при работе будет смещаться с оси или его режущая часть будет ломаться. Затачивают сверла на заточных станках или вручную на наж-1 дачном круге. Правильность заточки проверяют шаблоном.
Для сверления отверстий применяют также ручную электросверлилку ИЭ-1008 (рис. 46). Этот инструмент состоит из легкого литого корпуса 5, внутри которого помещается электродвигатель с редуктором 4 и шпинделем 2, выходящим наружу. На конце шпинделя укреплен кулачковый патрон 1 для крепления сверла диаметром до 9 мм. На корпусе имеется рукоятка для держания.
Электросверлилка подключается в сеть через гибкий шнур 8, один конец которого постоянно связан с электродвигателем. На другом конце кабеля имеется вилка для подключения прибора к электросети. Кабель должен иметь, кроме силовых проводов, также заземляющий.
В построечной мастерской при большом объеме сверлильных работ применяют приводные сверлильные станки.
Настольный вертикальный сверлильный станок (рис. 47) устанавливают на массивном верстаке. Его основными элементами являются: станина 1 с механизмом подъема, патрон 2, шпиндель 3, рукоятка для ручной подачи 4, клиноременная передача (на рисунке закрыта кожухом 5), электродвигатель 6, пусковая кнопка 7. Станок должен быть обязательно заземлен.
Чтобы просверлить в детали отверстие, необходимо в патроне надежно зажать сверло 8 требуемого диаметра, накернить деталь в требуемом месте, включить сверлильный станок, причем центр вращающегося сверла должен быть установлен на накерненное место. Затем, сообщив шпинделю необходимое усилие, производить сверление. Обрабатываемая деталь должна быть зажата.
Если во время работы сверло быстро затупляется в углах режущей кромки, это
значит, что скорость резания велика и ее нужно уменьшить. Если же сверло затупляется или выкрашивается по режущим кромкам, это указывает на чрезмерную подачу. Чтобы сверло не ломалось и не тупилось, в конце сверления уменьшают подачу.
Сверло работает лучше при большой скорости резания и малой подаче. При перегреве сверла его нужно охлаждать. При сверлении твердых металлов (стали) используют мыльную воду, а мягких (алюминия, меди) — содовый раствор.
При работе с приводными сверлилками вращающиеся части их периодически нужно смазывать маслом. Необходимо следить за состоянием гибких передач (на станках) и состоянием питающего кабеля (на ручных электросверлилках). По окончании работы следует убирать стружку и протирать все рабочие части станка, стол и станину.
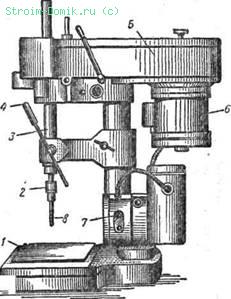
Рис. 47. Настольный вертикально-сверлильный станок:
1 — станина, 2 — патрон, 3 — шпиндель, 4 — рукоятка для ручной подачи, 5 — кожух клиноремен-ной передачи, 6 — электродвигатель, 7 — кнопка пуска, 8 — сверло
При сверления на станках и при помощи электросверлилок надо выполнять следующие правила техники безопасности. Шкивы, гибкие или зубчатые передачи должны быть надежно ограждены. При сверлении отверстий в мелких деталях нельзя удерживать эти детали в руках; их надо закреплять в ручных или настольных тисках. Когда требуется получить отверстие со строго цилиндрической формой с точным размером и чистой поверхностью, применяют спиральный зенкер. Он по своей форме похож на спиральное сверло, но отличается тем, что имеет три или четыре режущие кромки. Зенкеры так же, как и сверла, имеют хвостовики. Зенкеры зажимают в патронах так же, как и сверла.
Сверло, выбираемое для сверления отверстия под обработку зенкером, должно иметь диаметр, меньший, чем диаметр окончательно обработанного отверстия на величину припуска. Выбирают зенкеры по таблице.
Конические зенковки (ГОСТ 14953 — 69) состоят из рабочей части и хвостовика. Рабочая часть зенковки характеризуется углом конуса при вершине. В практике наиболее часто используются конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
Сверление и зенкование хрупких металлов (чугуна, бронзы) надо производить в защитных очках. Нельзя охлаждать вращающееся I сверло мокрой тряпкой. Скорость вращения можно изменить только после остановки привода. Сверление электросверлилкой Нужно производить в резиновых перчатках.