Сущность дуговой сварки в защитных газах
Сущностью и отличительной особенностью дуговой сварки в защитных газах является защита расплавленного и нагретого до высокой температуры основного и электродного металла от вредного влияния воздуха защитными газами, обеспечивающими физическую изоляцию металла и зоны сварки от контакта с воздухом и заданную атмосферу в зоне сварки. Используют инертные и активные защитные газы. При этом способе в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования.
Сварку в защитных газах отличают следующие преимущества:
• высокая производительность (в 2–3 раза выше обычной дуговой сварки);
• возможность сварки в любых пространственных положениях, хорошая защита зоны сварки от кислорода и азота атмосферы, отсутствие необходимости очистки шва от шлаков и зачистки шва при многослойной сварке;
• малая зона термического влияния;
• относительно малые деформации изделий;
• возможность наблюдения за процессом формирования шва;
• доступность механизации и автоматизации.
Недостатками этого способа сварки являются необходимость принятия мер, предотвращающих сдувание струи защитного газа в процессе сварки, применение газовой аппаратуры, а в некоторых случаях и применение относительно дорогих защитных газов.
Были разработаны следующие разновидности сварки в защитном газе: в инертных одноатомных газах (аргон, гелий), в нейтральных двухатомных газах (азот, водород), в углекислом газе. Наиболее широкое применение получили аргонодуговая сварка и сварка в углекислом газе. Инертный газ гелий применяется очень редко ввиду его большой стоимости. Сварка в двухатомных газах (водород и азот) имеет ограниченное применение, так как водород и азот в зоне дуги диссоциируются на атомы и активно взаимодействуют с большинством металлов.
Сварка в углекислом газе, благодаря его дешевизне, получила широкое применение при изготовлении и монтаже различных строительных конструкций из углеродистых и низколегированных сталей. Углекислый газ, подаваемый в зону дуги, не является нейтральным, так как под действием высокой температуры он диссоциируется на оксид углерода и свободный кислород. При этом происходит частичное окисление расплавленного металла сварочной ванны, и, как следствие, металл шва получается пористым, с низкими механическими свойствами. Для уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих примесей (марганца, кремния). Шов получается беспористый, с хорошими механическими свойствами.
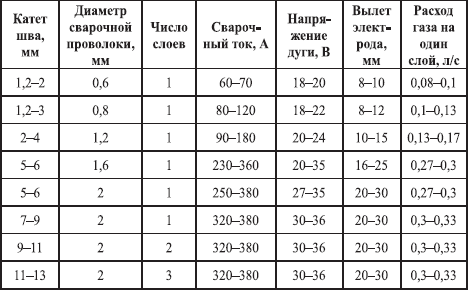
Таблица 28
Примерные режимы сварки в углекислом газе угловых швов металлических конструкций
По способу защиты различают местную и общую защиту свариваемого узла (сварку в контролируемой атмосфере). Основным способом местной защиты является струйная, при которой защитная среда создается газовым потоком при центральной, боковой или комбинированной подаче газа. При центральной подаче газа дуга, горящая между электродом и основным металлом, со всех сторон окружена газом, подаваемым под небольшим избыточным давлением из сопла горелки, расположенного концентрично оси электрода. Это самый распространенный способ защиты.
С целью экономии инертных газов, а также получения оптимальных технологических и металлургических свойств защитной среды применяют горелки, конструкция которых обеспечивает комбинированную защиту двумя концентрическими потоками газов (рис. 91). Например, внутренний поток образуется аргоном, а внешний – углекислым газом. При сварке высокоактивных металлов надо защищать не только расплавленный металл, но и зону металла, нагреваемую при сварке до температуры более 300 °C, с лицевой и обратной стороны шва. Для расширения струйной защиты с лицевой стороны шва применяют дополнительные колпаки-приставки, надеваемые на сопло горелки. Защита обратной стороны шва обеспечивается поддувом защитного газа. Боковую подачу газа применяют ограниченно. Наиболее эффективная защита металла шва и зоны термического влияния обеспечивается при сварке в камерах с контролируемой атмосферой. Камеры предварительно продувают или вакуумируют, потом заполняют защитным (инертным) газом под небольшим давлением.
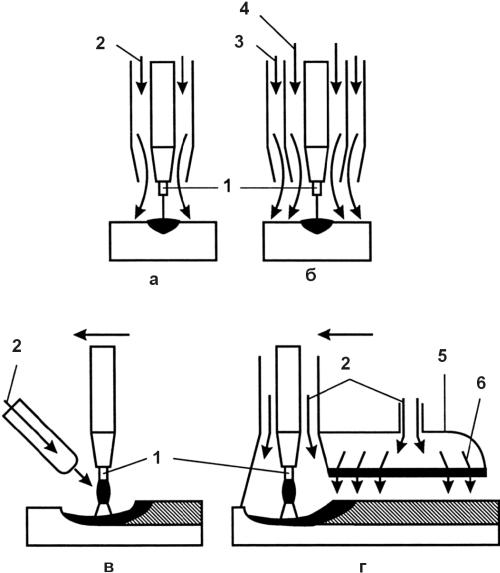
Рис. 91.
а – центральная одним концентрическим потоком; б – центральная двумя концентрическими потоками; в – боковая; г – в подвижную камеру (насадку); 1 – электрод; 2 – защитный газ; 3, 4 – наружный и внутренний потоки защитных газов; 5 – насадка; 6 – распределительная сетка
Сварку в защитных газах можно осуществлять вручную, полуавтоматически и автоматически. Ручная сварка применяется при соединении кромок изделий толщиной до 25–30 мм при выполнении коротких и криволинейных швов. Полуавтоматическая и автоматическая сварки применяются при массовом и крупносерийном производствах. Сварка в защитных газах производится как неплавящимся, так и плавящимся электродом.
Неплавящиеся электроды служат только для возбуждения и поддержания горения дуги. Для заполнения разделки кромок в зону дуги вводят присадочный металл в виде прутков или проволоки. Применяются вольфрамовые, угольные и графитовые неплавящиеся электроды.
Вольфрамовые электроды изготовляют из проволоки марки ВТ–15 диаметром 0,8–6 мм, содержащей 1,5–2,0 % диоксида тория. Торий способствует более легкому возбуждению и устойчивому горению дуги. Однако торий является радиоактивным веществом и его применение сопряжено с соблюдением специальных санитарных правил. Для сварки алюминия и его сплавов успешно применяют электроды из проволоки марки ВЛ–10 (вольфрам с присадкой лантана). Лантан снижает расход вольфрама и повышает устойчивость горения дуги. Расход вольфрама при сварке незначителен и составляет при сварочном токе 300–400 А около 0,05–0,06 г на метр сварного шва.
Угольные и графитовые электроды применяют редко, так как они не обеспечивают достаточно устойчивого горения дуги и сварной шов получается пористым с темным налетом.
Плавящиеся электроды применяют в виде соответствующих сварочной или порошковой проволоки.