Шлифование – это чистовая обработка поверхностей деталей абразивными инструментами. Шлифование металлических деталей осуществляют на шлифовальных станках вращающимися абразивными кругами, сегментами или брусками.
Механический процесс шлифования можно проследить на примере работы шлифовального круга, который состоит из абразивного и связующего материалов (рис. 35). На войлочные или фетровые круги наклеивают абразивный порошок из корунда, наждака, жженой извести и др. Круг устанавливают на шлифовальный станок. Изделие прижимают к вращающемуся шлифовальному кругу, и остроугольные абразивные кристаллы действуют на его поверхность как зубья фрезы – снимают тонкий слой металла, устраняют неровности, бугорки, царапины. В процессе шлифования абразивные зерна по мере их затупления скалываются и выпадают из связующего вещества, обнажая новый слой незатупившихся. Таким образом происходит как бы самозатачивание круга. При очень прочном удержании связующим веществом абразивного материала круг быстро «засаливается» (забивается стружками пространство между зернами абразива) и его режущая способность резко снижается. Поэтому необходимо следить, чтобы зерна абразивного материала, затупившись, своевременно выпадали из круга и высвобождали новые зерна.
Глубина захвата резания и качество обработки зависят от величины кристаллов (зерен) абразивного материала, твердости и пластичности обрабатываемых изделий. Мягкие, пластичные металлы (медь, алюминий) быстро «засаливают» круг, поэтому его следует периодически очищать, а хрупкие и твердые вызывают преждевременное скалывание кристаллов, что ускоряет изнашивание круга.
Полирование является продолжением процесса шлифования, когда гладкую матовую поверхность изделия с помощью полировников или мелкозернистых полировочных абразивных паст доводят до зеркального блеска, т. е. достигается высокий класс чистоты. Это не всегда последний процесс отделки изделий. Иногда ювелирные изделия (кольца, серьги, кулоны) подвергаются дальнейшей отделке (золочение, серебрение), а полирование служит лишь подготовительной операцией, подобно шлифованию. Но при отделке оксидированных художественных изделий, выполненных техникой чеканки, художественной ковки, литьем, полировка является завершающей стадией отделки, когда надо подчеркнуть отдельные выпуклые формы, усилить их значимость, выразительность всей композиции.
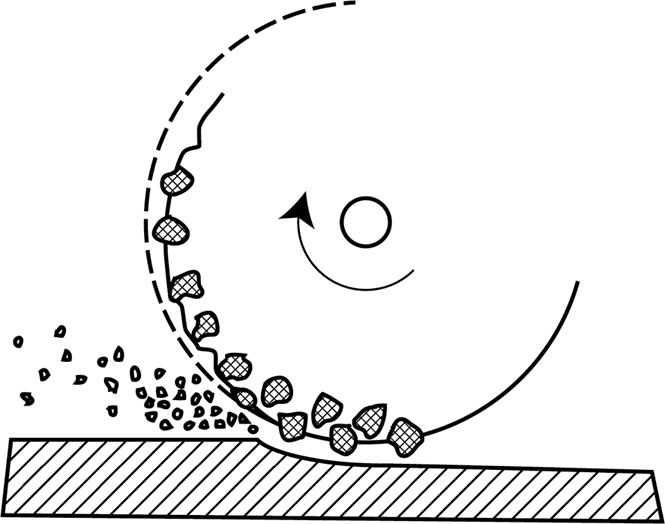
Рис. 35.
В процессе полирования с поверхности обрабатываемых изделий не снимается стружка, как при шлифовании, а в результате обработки полировником под давлением сглаживаются микронеровности, что придает металлу глянцевый вид.
Под действием очень тонких зерен полировочных паст на жировой основе при полировании на полировочном круге в месте касания поверхности обрабатываемой детали с кругом металл сильно нагревается, его тягучесть и пластичность увеличиваются. Силы трения сдавливают мельчайшие неровности, заполняют ими микроуглубления без отделения стружки, сминают и разглаживают бугорки, в результате чего поверхность изделия получает зеркальный блеск.
Различают три вида полирования: ручное, механическое и электрохимическое.
Ручное полирование применяют при отделке изделий из драгоценных металлов с помощью специальных полировальников (см. рис. 24). Механическое производят на тех же станках, что и шлифование; отличие состоит лишь в более мягких кругах из шерстяной или хлопчатобумажной ткани, на которые наносят специальные полировочные пасты. Электрохимическое полирование – это анодное травление изделий в среде электролита под действием электрического тока. Последний способ имеет ряд преимуществ перед другими видами полирования: возможность обработки труднодоступных мест, сокращение потерь драгоценных металлов, равномерное сглаживание металла по всей поверхности, полное сохранение конфигурации изделия.
Крацевание – обработка изделий с помощью металлических щеток. Применяется как самостоятельный вид отделки художественного литья или как подготовительная операция перед химической либо гальванической отделкой. Крацевание производят вручную (ручными щетками) и на полировальных станках (стальными или латунными круглыми вращающимися щетками). Щетки изготавливают из стальной, латунной, нейзильберовой проволоки диаметром 0,15–0,25 мм. Изделия из твердых металлов (сталь, чугун) крацуют стальными жесткими щетками; из мягких (цинк, медь, алюминий и др.) – мягкими латунными щетками; из драгоценных металлов – тонкими нейзильберовыми щетками.
При крацевании изделие смачивают 3 %-м раствором поташа или специальным мыльным препаратом, что облегчает скольжение проволочек и предотвращает засаливание щетки. Чтобы избежать образования полос на поверхности изделия, направление движения щетки нужно многократно изменять.
Шабровкой называется срезание (соскабливание) тонких частиц металла с поверхности обрабатываемой детали с помощью шабера. Этот процесс можно сравнить с фугованием досок в столярной практике. Шабровка осуществляется ручными или механизированными инструментами – шаберами, которые представляют собой металлические стержни с режущей кромкой на концах. По форме режущей части различают шаберы плоские, трехгранные и фасонные; по конструкции – цельные и со вставными режущими пластинами. Применяют данный вид обработки для получения гладких, ровных и чистых поверхностей литых и ювелирных изделий; при гравировании на металле для удаления заусенцев (барб), а также для выравнивания зернистой поверхности металлической доски при гравировании в технике меццо-тинто и др.
При шабровке в одном направлении возникает волнистость, поэтому шабруют попеременно в двух взаимно перпендикулярных направлениях, что позволяет получать наиболее ровные поверхности. Толщина стружки при черновой шабровке – 0,02–0,05 мм, при чистовой – не более 0,01–0,02 миллиметра.
Галтование – это полирование давлением мелких изделий во вращающихся барабанах с мыльным раствором с помощью стальных шариков, конусов, цилиндриков.
Этот вид отделки возник при дальнейшем развитии метода полирования стальными полировниками. Изделия укладывают в барабан, наполненный стальными шариками и мыльным раствором. При вращении барабана мелкие шарики и изделия непрерывно перемешиваются, шарики, перекатываясь по поверхности, сглаживают неровности и шероховатости. Шарики диаметром 1–5 мм изготавливают из хромистой стали и закаляют. Продолжительность обработки латунных штампованных изделий – 2–8 ч; бронзовых литых – 10–15 ч; изделий из ковкого чугуна – 24–48 ч; из серого чугуна – 70–80 часов.
Галтование значительно дешевле ручного полирования гладильником, но имеет ряд недостатков: применяется только в массовом производстве, когда в барабан одновременно можно заложить много однотипных предметов. Для полых и очень нежных изделий этот метод вообще непригоден, так как шарики могут повредить их. В этом случае вместо шариков в барабан иногда кладут обрезки замши, деревянные опилки, песок.
Пескоструйная отделка – обработка в пескоструйных аппаратах поверхности изделий сухим песком, который подается под давлением по резиновому шлангу с помощью сжатого воздуха. В результате отделки изделия приобретают мелкозернистую равномерно-матовую поверхность.
Пескоструйный аппарат представляет собой цилиндрический сосуд конусообразной формы с насадкой для гибкого шланга, к которому подключается сильный центробежный вентилятор. На цилиндре имеется смотровое окошко, которое позволяет следить за ходом рабочего процесса.
Нижняя часть сосуда заполняется мелким кварцевым песком, изделия загружаются через два боковых облицованных тканью отверстия. При включении вентилятора крупинки песка под действием сжатого воздуха с огромной скоростью подбрасываются вверх, обстреливают поверхность изделий, оставляя на ней крохотные вмятинки, тем самым создавая матовую бархатистость.
От размера крупинок зависит фактура изделия: для чеканных и штампованных из тонкого листового металла изделий – 0,05–0,15 мм; для поделочной стали и литья – 0,2–0,5; для крупных деталей экстерьерного декора из чугуна, бронзы, алюминия – 0,5–1,5 миллиметра.
Виброобработка – схожий с галтовкой процесс полирования в среде наполнителя, но не во вращающемся барабане, а в вибрирующем контейнере. Поверхность изделий сглаживается в результате взаимного трения. Процесс происходит в закрытом контейнере виброустановки, куда вместе с изделиями помещают наполнитель (стальные и стеклянные шарики, древесная мука) и моющий раствор (г/л): нашатырный спирт – 25–15; мыльная стружка – 15; моющее средство – 10; хлорная известь – 8; двууглекислый натрий – 7; хлористый натрий – 2. В контейнер вначале загружают стальные и стеклянные шарики, а после включения виброустановки – химические компоненты, древесную муку (10 г/л) и воду. После тщательного перемешивания наполнителя и моющего состава загружают изделия. Преимущество этого способа в том, что на полирование виброобработкой затрачивается значительно меньше времени, чем на галтование.