Химическое гравирование металлов
Сущность технологического процесса изготовления художественных изделий методом химического травления (рис. 33) состоит в следующем: металлическое объемное изделие или пластину покрывают слоем кислото– и щелочеупорного лака. После высыхания лака на его поверхности прочерчивают тонким резцом линии рисунка, предварительно переведенные с помощью копировальной бумаги на поверхность лаковой пленки. После этого с поверхности изделия тщательно удаляют лаковую стружку и погружают его в травильный раствор. При травлении не защищенные лаком участки металла будут растворяться, образуя на поверхности канавки-штрихи, идентичные рисунку.
По окончании травления лак с поверхности изделия удаляют органическим растворителем. Продолжительность травления определяют визуально.
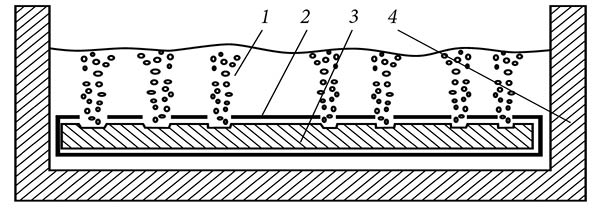
Рис. 33.
Строго говоря, химическое гравирование можно производить двумя способами: либо покрыть веществом, на которое действует протрава, все линии и поверхности рисунка, либо, наоборот, защитить от действия кислот все промежутки, оставляя линии и поверхности рисунка свободными. Если затем погрузить изделие в состав для травления, то в первом случае рисунок получится слегка рельефным, а во втором – углубленным. Первый способ применяют в цинкографии для изготовления клише, с которого затем печатают бумажные оттиски. Вторым же способом проводят художественное гравирование металлических поверхностей.
Процесс химического травления несложен, но художественное исполнение гораздо труднее, так как требует тщательной, кропотливой работы по созданию композиции рисунка и четкого переноса его на подготовленное изделие. К тому же как ни проста на первый взгляд технология травления, начинающие часто терпят неудачу, в особенности при травлении тонких рисунков.
Прежде чем наносить предохраняющее покрытие, обрабатываемую поверхность следует тщательно очистить от тонкого налета ржавчины, жира и иной грязи. Поверхность изделия зачищают, шлифуют, полируют, обезжиривают, промывают и просушивают. Приставший к поверхности жир можно удалить промыванием в спирте или бензине, прокаливанием или провариванием в подогретом до 50 °С 10 %-м растворе едкого натра в течение 5 мин. Затем изделие на 1–2 мин переносят в 15 %-й раствор серной кислоты и хорошо промывают в горячей воде, чтобы покрывной лак прочно держался на поверхности металла и в процессе травления не отслаивался.
После этого обрабатываемую поверхность можно отполировать, если форма предмета позволяет, а назначение его не противоречит этой операции. Но подобная предварительная полировка не обязательна. До вычищенной поверхности нельзя дотрагиваться пальцами, так как на них всегда есть некоторое количество жирового вещества, а на жир протрава не действует.
Когда протравливаемая поверхность вычищена уже настолько, что имеет свежий металлический блеск, приступают к нанесению предохранительного покрытия. В качестве покрытия для химического гравирования применяют битумный, нитролак или лак следующего состава: 6 г. канифоли, 10 мл этилового спирта, 10 капель нашатырного спирта. Если в этот лак добавить 2–3 кристаллика сухих фиолетовых чернил, то его можно использовать для нанесения рисунка на металлическую поверхность с помощью рейсфедера. В этом случае после травления рисунок будет выпуклым, а не в виде канавок, как в случае прочерчивания рисунка на сплошной лаковой поверхности. Чернила служат для визуального контроля над процессом нанесения лаковых штрихов: прозрачный лак контролировать трудно.
Для алюминия используют так называемое «белое чернило», образующее устойчивую пленку. В его состав входят: 100 массовых частей клея 88, 90 массовых частей каолина и органический растворитель, например этиловый спирт, – до получения консистенции жидкой сметаны.
При нанесении предохранительного покрытия необходимо следить за тем, чтобы металлическая поверхность была совершенно сухой, иначе покрытие местами плохо пристает, а кислота может проникнуть до металла и протравить места, которые должны остаться нетронутыми.
Хорошую покрывную смесь для гравирования готовят следующим образом: расплавляют 1 часть асфальта (битума) и 2 части мастики, перемешивают и добавляют 2 части белого воска. По охлаждении этот состав формуют в шарики или конусы, которые заворачивают в тряпку из тонкого полотна. Состав наносят на поверхность следующим образом: обрабатываемый предмет подогревают и, слабо надавливая на поверхность, водят по ней равномерно массой, завернутой в тряпочку; при этом состав тает и просачивается сквозь тряпку, покрывая тонким слоем натираемую поверхность. Когда покрытие затвердеет, его покрывают как можно более тонким слоем свинцовых белил, мелко растертых и растворенных в гуммиарабике. На этот слой переводят рисунок.
При покрытии лаком всей поверхности изделия после высыхания защитного слоя его покрывают тонким слоем свинцовых белил или красят белой гуашью («белое чернило» в таком покрытии, разумеется, не нуждается). Затем отточенным карандашом или с помощью копировальной бумаги переводят на белую поверхность требуемый рисунок или надпись.
Все места, которые требуется вытравить, проскабливают после этого до поверхности металла. Тонкой и острой гравировальной иголкой можно воспроизвести даже тончайшую тушевку рисунка.
Если нужно протравить простую фигуру или надпись, предохранительное покрытие можно разбавить какой-нибудь жидкостью, например скипидаром, до консистенции густой масляной краски. По такому покрытию можно воспроизвести требуемый рисунок от руки иглой или даже стальным пером.
Для травления при химическом гравировании используют различные составы, в зависимости от вида металла.
Протравливаемый предмет опускают в кислото– и щелочеупорную посуду и заливают соответствующим растворителем. Такой посудой может служить глиняная глазурованная или пластмассовая кювета (ванночка). Если обрабатываемая поверхность представляет собой плоскость (пластину), то можно установить ее в горизонтальном положении, вылепить по краям бортик из воска или пластилина толщиной в палец и в полученную таким образом плоскую кюветочку налить соответствующую кислоту.
Таблица 2. Составы растворов для травления при химическом гравировании
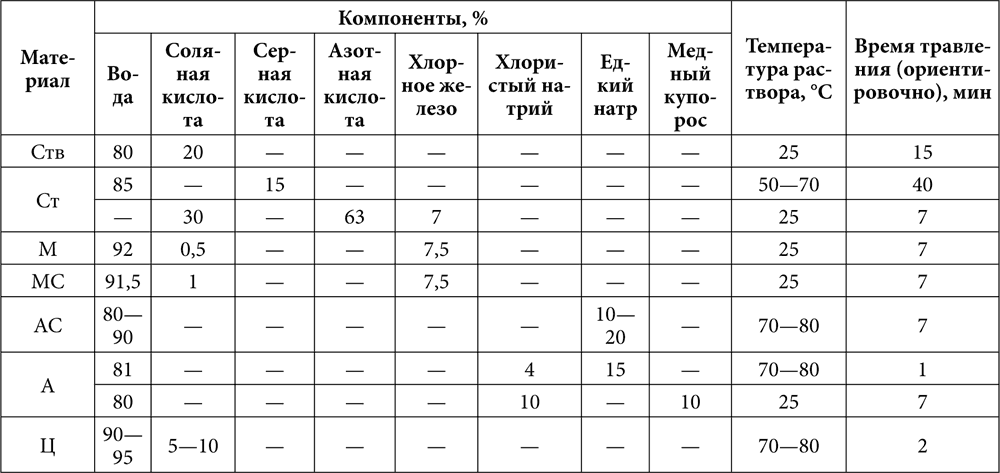
Примечание:
Если металл растворяется очень быстро, возникают следующие осложнения:
• кислота проникает под слой покрытия, и рисунок утрачивает четкий контур;
• повышение интенсивности действия кислоты приводит к разрушению покрывной смеси на больших участках изделия и к браку;
• невозможно надежно контролировать глубину травления.
Скорость процесса определяют по интенсивности выделения пузырьков газа, поднимающихся от мест травления. При бурном выделении пузырьков в травильный раствор следует добавить дистиллированную воду.
В процессе травления на поверхности изделия оседают пузырьки, которые могут задерживать процесс травления. Их необходимо удалять кисточкой или чистым гусиным пером. Для проверки глубины травления в ванну одновременно с изделием помещают контрольный образец из того же материала с фрагментом рисунка или простым узором. Образец вынимают, промывают в проточной воде и замеряют глубину рисунка. По ней судят о глубине и времени травления. Если необходима различная глубина травления, то изделие время от времени извлекают из ванны, промывают, просушивают и лаком покрывают те места, которые уже достаточно протравились. Затем травление продолжается.
Когда травление считают оконченным, предмет прополаскивают в чистой воде, а предохранительное покрытие удаляют нагреванием или смывают его скипидаром или соответствующим нанесенному лаку растворителем. Может случиться, что в углублениях останется некоторое количество протравы, которая со временем разъедает металлическую поверхность местами глубже, чем требуется. Во избежание этого промытый предмет кладут на несколько минут в известковую воду, которая нейтрализует остаток кислоты.