Шкалы, применяемые в гравировании
Основная область применения шкал (штриховых мер) – это приборостроение, контрольно-измерительные приборы и измерительные системы прецизионных станков, агрегатов и машин. Точность отсчета по этим мерам зависит от расстояния между штрихами, соотношения между шириной штриха и интервалом шкалы и качества штриха. Конечно, гравирование шкал применяется главным образом в промышленности и, казалось бы, к любительским «домашним» работам отношения не имеет. Однако для радиолюбителей, да и для других увлеченных техникой «самодельщиков» подобные навыки весьма востребованы. Кроме того, знание особенностей этого метода может пригодиться и в художественном гравировании. Дело в том, что расчет элементов штриховой меры производится с учетом разрешающей способности глаза наблюдателя, а это позволяет учитывать данные величины, например, при тонкой штриховке фона, теней и т. п.
В точном приборостроении шкалы, сетки и подобные им изделия в зависимости от допусков подразделяют на три группы: точные – при допуске на линейные размеры менее 0,01 мм, средние – при допуске в интервале 0,01–0,1 мм и грубые – при допуске свыше 0,1 миллиметра.
В зависимости от ширины штрихов их делят на пять групп: с шириной штриха не менее 20; 10; 5; 1,0 и 0,1 мм (субмикрометрические).
Под штриховой мерой понимают деталь, на поверхность которой нанесены отметки (штрихи), изображающие ряд последовательных чисел, соответствующих измеряемой величине. Иногда штриховой называют меру, длина которой определяется расстоянием между штрихами, нанесенными на поверхность заготовки. Штрихи должны быть прямыми, параллельными, одинаковой ширины и располагающимися под прямым углом к краю плоскости шкалы; концы штрихов должны быть острыми, без вмятин и возвышений.
Разнообразные штриховые меры отличаются по виду рисунка, материалу заготовок, точности и конфигурации штрихов. Наибольшее распространение получили брусковые, ленточные и проволочные штриховые меры.
По назначению штриховые меры подразделяются на рабочие и образцовые. Образцовые штриховые меры служат для воспроизведения и сохранения единицы измерения длины, а рабочие – для непосредственного измерения линейных размеров. Штриховые меры могут иметь различные площади поперечного сечения и различную длину в зависимости от величины контролируемых изделий.
По точности штриховые меры можно классифицировать в зависимости от точности оборудования, на котором они используются. Штриховые меры, применяемые в станкостроении, делятся на три группы:
• допуски штриховых мер нулевого класса составляют 30–40 % допусков станков класса С;
• допуски штриховых мер первого класса составляют 60–94 % допусков станков класса С или 30–50 % допусков станков класса А;
• допуски штриховых мер второго класса составляют 60–83 % допусков класса А или 30–42 % допусков станков класса В.
Штрихи штриховых мер имеют треугольную (рис. 9, а) или прямоугольную (рис. 9, б) форму. Любая штриховая мера характеризуется следующими показателями: делением – расстоянием между серединами близлежащих штрихов; толщиной штриха и допуском на толщину штриха; длиной штриха.
Требования, предъявляемые к штриховым мерам, используемым в металлообрабатывающих станках, следующие:
• штрихи должны иметь постоянную ширину по всей длине и правильную геометрическую форму;
• края штрихов должны быть ровными, контрастными и параллельными;
• ширина штрихов после увеличения должна быть не менее 0,01 мм;
• грани штрихов должны быть матовыми, рассеивающими свет;
• поверхность, на которой нанесены штрихи, должна иметь максимальный коэффициент отражения, быть зеркальной и плоской;
• коэффициент линейного расширения материала заготовки должен быть близок к коэффициенту линейного расширения материала, на котором крепится шкала;
• поверхность со штрихами должна находиться в нейтральном слое заготовки и не должна испытывать напряжения при монтаже на станке.
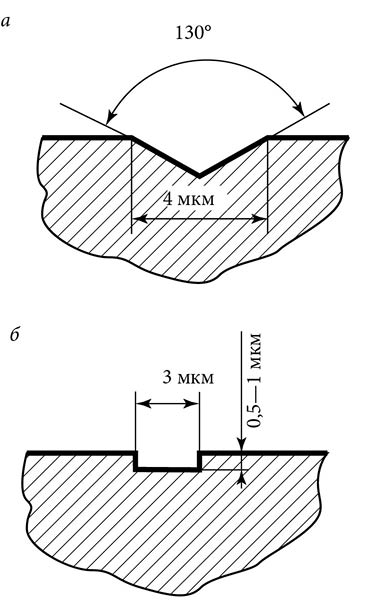
Рис. 9.
Основным недостатком металлических штриховых мер является их низкая отражательная способность (50–60 %) и трудность оцифровки каждого штриха. К недостаткам стеклянных штриховых мер можно отнести изменение размеров меры во времени из-за старения стекла, сложность монтажа штриховых мер в металлической оправе, трудность получения точных геометрических размеров заготовок.
К стеклянным штриховым мерам, которые обычно состоят из двух пластин (на одну нанесены на одинаковом расстоянии друг от друга штрихи, а другая, покровная, служит для защиты этих штрихов от повреждения во время эксплуатации), предъявляются следующие требования.
1. Пузырность в границах главной рабочей зоны на глубине до 4 мм от поверхности, на которую нанесены деления, должна соответствовать классу 1Б, на глубине от 4 до 8 мм – классу 2Б, на глубине свыше 8 мм – классу 3Б. За пределами главной рабочей зоны пузырность не нормируется. Под главной рабочей зоной понимают зону поверхности, прилегающую к штрихам и знакам шкалы.
2. В зоне штрихов и знаков не допускаются царапины и точки.
3. В главной рабочей зоне и вне зоны штрихов допускается не более 10 точек размером до 0,006 мм, не сосредоточенных в одном месте, не более трех царапин толщиной 0,0015 мм и длиной до 1,5 мм и не более двух царапин толщиной 0,002 мм и длиной до 0,5 мм. Все дефекты контролируются приборами, имеющими увеличение не менее 100.
4. Толщина штрихов (0,005 ± 0,001) мм. Разность по толщине вдоль штрихов допускается до 0,001 миллиметра.
5. Допуск на расстояние между двумя штрихами зависит от длины штриховой меры L и равен ±(2 ± 0,002) микрометра.
6. Концы штрихов, обращенные к цифрам, должны лежать на одной прямой, перпендикулярной штрихам, с отклонением не более ±0,02 миллиметра.
Для контроля угловых перемещений применяют круговые штриховые меры, называемые лимбами, которые представляют собой металлическую или стеклянную заготовку, на одну поверхность которой нанесены на равном друг от друга расстоянии штрихи. Для прецизионных лимбов погрешность деления не должна превышать 2’’. Цена деления и погрешность лимба зависят от области его использования и от диаметра заготовки. Наибольший допуск на угловые деления не должен превышать ? цены деления. Обычно цена деления лимбов лежит в пределах от 20’ до 1°.
Каждый 5-й и 10-й штрихи штриховой меры оцифровывают; иногда цифры проставляют на каждом миллиметровом штрихе. При рассмотрении шкалы невооруженным глазом высота цифр выбирается равной полуторакратной величине интервала с округлением до 0,5 мм, но не менее 2 мм. При рассмотрении шкалы под микроскопом высота цифр равна 0,6–0,8 длины малого штриха. Так, наименьший размер цифр на серебре составляет 0,2 мм, а на нейзильбере и латуни – 0,3 миллиметра.
Допуски на ширину штрихов, рассматриваемых невооруженным глазом, устанавливают исходя из способности глаза замечать смещение одной линии относительно другой, равное 0,012 мм. При рассмотрении штрихов через микроскоп допуск уменьшается на увеличение системы.
Толщина штрихов, интервал шкалы (деление шкалы) и допуски на толщину штрихов выбирают в зависимости от способа отсчета и материала заготовки. Длина же штриха зависит от интервала шкалы. Причем, как правило, штрихи 5-го и 10-го делений должны быть длиннее штрихов других делений. Допуск на расхождение в длинах штрихов допускается не более 5 %.